シャフト部品の10μmの浮き上がりを、非接触で安定検出
自動車業界
大手自動車メーカー向けに、特殊ギアを製造している自動車部品メーカー様です。
技術部門のご担当者様より、穴あけ加工時の特殊ギア用シャフト部品の「着座確認」について、ご相談いただきました。
目次
お客様の課題
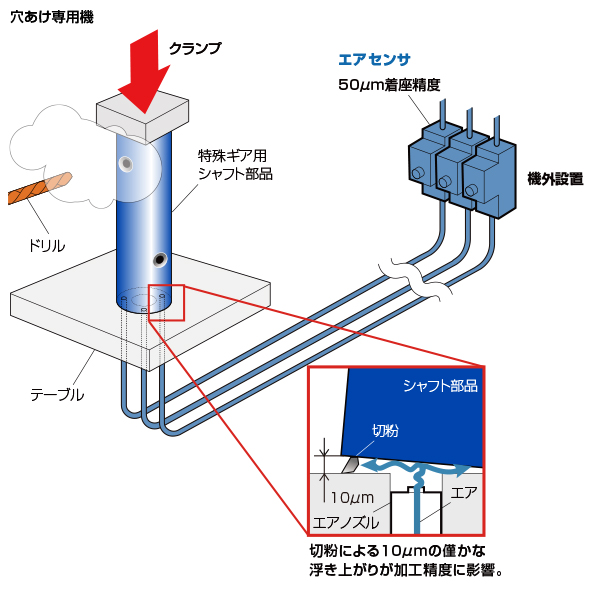
専用機による、特殊ギア用シャフト部品の穴あけ加工の際、「シャフト部品」と「テーブル」との間に、切粉を挟み込んでしまうことがあり、お困りでした。
『エアセンサ』を使用し、シャフト部品の着座確認をされていましたが、センサの繰返し精度が50μmと低いため、切粉による10μmの浮き上がりを、安定して検出することができません。
僅か10μmの浮き上がりが、特殊ギアの精度を左右するため、精密に着座を検出できるセンサをお探しの所、M-Tech 機械要素技術展で、当社の製品デモをご覧頂いたのをきっかけに、お問い合わせいただきました。
課題のポイント
切粉による10μmの僅かな浮き上がりを、検出したい
メトロールのご提案
「エアセンサ」の多くは、加工ワークの "有無検出" に使用されることが多く、精密な "着座確認" には向いていません。
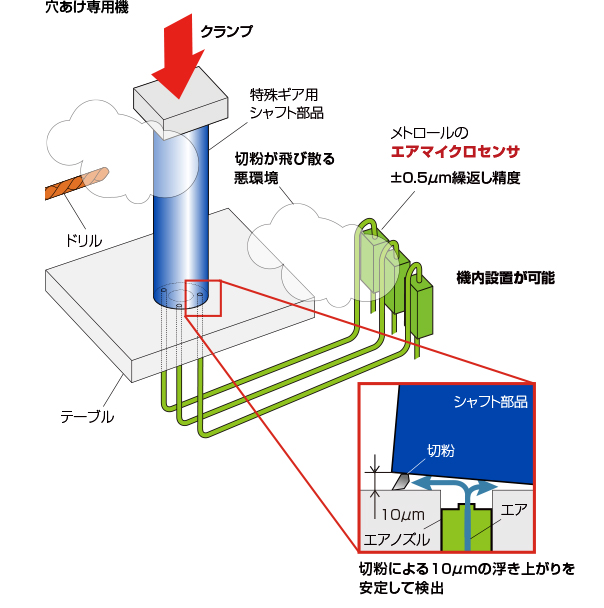
メトロールの「エアマイクロセンサ〈ショートレンジ形〉」は、従来の「エアセンサ」の10倍以上、±0.5μmの繰返し精度で、切粉による10μmの浮き上がりを安定検出が可能。
精密な着座確認で、特殊ギア用シャフト部品の超精密加工を実現します。
また、IP67の保護構造で悪環境に強く、切粉やフラッシングによるミストが飛び散る、専用機の機内に設置することで、
・エア配管:12m → 1.5m
・応答速度:5秒 → 0.8秒に短縮。
生産性の大幅向上を実現します。
採用結果
切粉による10μmの僅かな浮き上がりも、安定して検出
応答速度が0.8秒に短縮し、生産性が向上
担当者のコメント
従来の「エアセンサ」は、加工中の切粉や、クーラントオイルの飛散により、破損してしまうため、センサ本体を工作機械の機外に設置する必要がありました。
今回ご紹介した『エアマイクロセンサ』は、IP67の保護構造で、工作機械機内の悪環境下にも設置することができ、加工中の切粉やクーラントの影響を受けずに、精密な着座/密着確認をすることができます。
ワークの着座/密着確認や、現在お使いのエアセンサの精度でお困りのお客様は、
ぜひ、お気軽にお問い合わせください。
本事例でご紹介した製品はこちら

エアマイクロセンサ〈ショートレンジ形〉
切粉による10μmのスキマを、非接触で安定検出!!
治具とワークの精密密着/着座確認が実現します。