クランプとは?工作機械用ワークのクランプの基本原理や種類、経験者から見た安全運用について解説
ワーククランプは、工作機械における加工精度と安全性を決定づける基盤技術です。マシニングセンタや旋盤での切削加工において、ワークを確実に固定することで高精度加工と作業者の安全を同時に実現します。
メカニカルクランプから最新のゼロポイントシステムまで、多様な方式が用途に応じて使い分けられており、多品種少量生産やFA化の進展とともにその重要性はますます高まっています。
本記事では、クランプの基本原理と各方式の特徴から、現場での選定基準、自動化対応、トラブル回避の実践的ノウハウまで、生産現場で本当に役立つ知識を詳しく解説します。
目次
ワークのクランプとは何か、その役割と重要性
工作機械における「ワーククランプ」とは、マシニングセンタやフライス盤、旋盤などで加工する際にワーク(加工対象の材料や部品)をしっかり固定するための装置です。クランプは加工中にワークが動かないよう位置決め(ロケーティング)と締め付け(クランプ)を行い、高い加工精度と再現性を確保します。
十分に強力なクランプ方法を選択すれば、切削中の微小なブレや振動による寸法誤差を防ぎ、加工品質を安定させることができます。逆に固定が不十分だと加工中にワークがずれたり、最悪の場合ワークや工具の破片が飛散して作業者の安全を脅かすこともあります。
このため、ワーククランプは工作機械における「縁の下の力持ち」であり、生産効率と安全性の両面で非常に重要な役割を果たします。
また、適切なクランプによって段取り(セットアップ)時間の短縮やコスト削減にもつながるため、製造現場における生産性向上のカギにもなっています。以下では主なクランプ方式や種類、その選定ポイントや最新動向、安全運用の留意点について詳しく解説します。

ワーククランプの主な種類と仕組み
工作機械で使用されるワーククランプには様々な種類があり、それぞれ仕組みや特徴が異なります。代表的な方式について、以下に解説します。
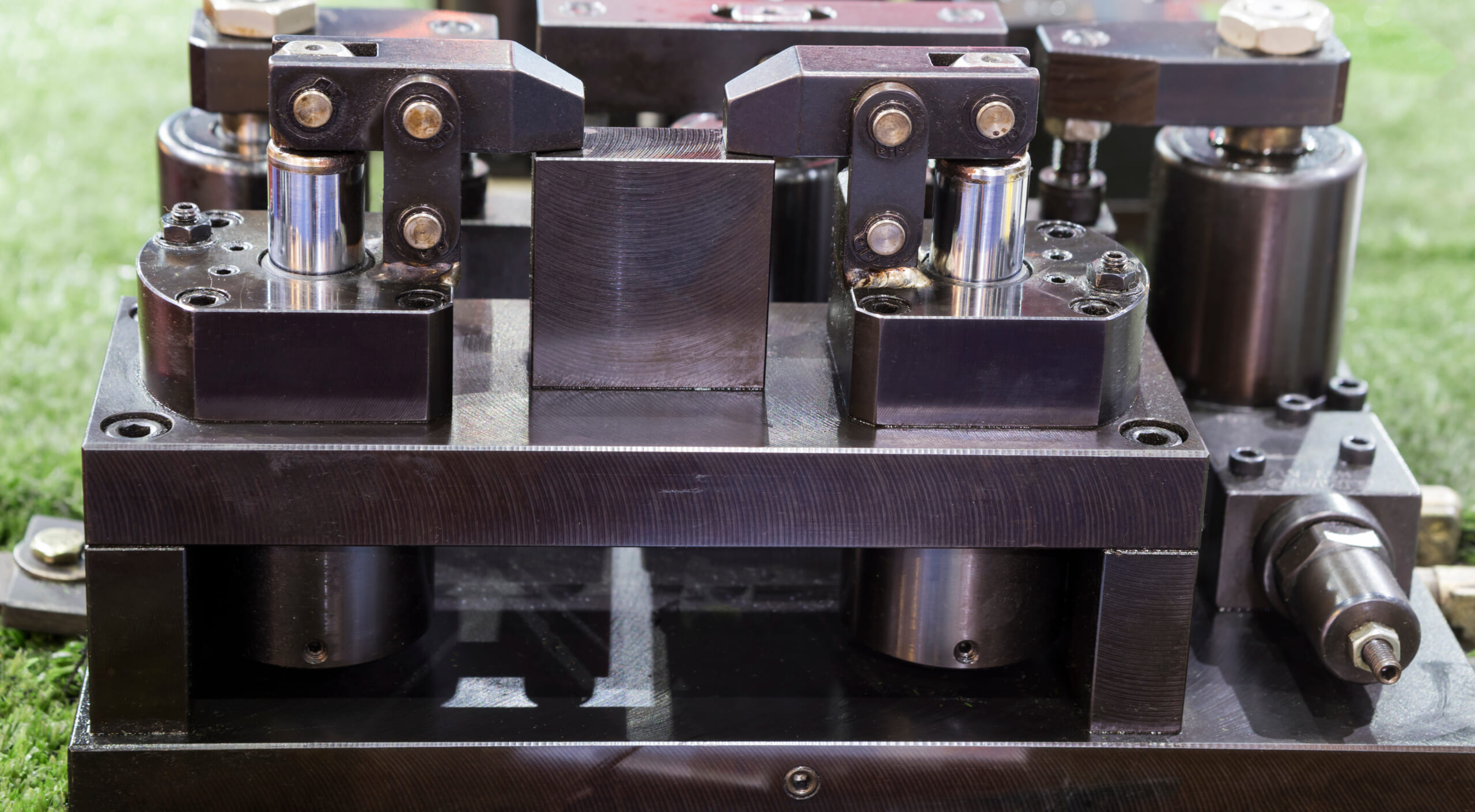
機械式クランプ

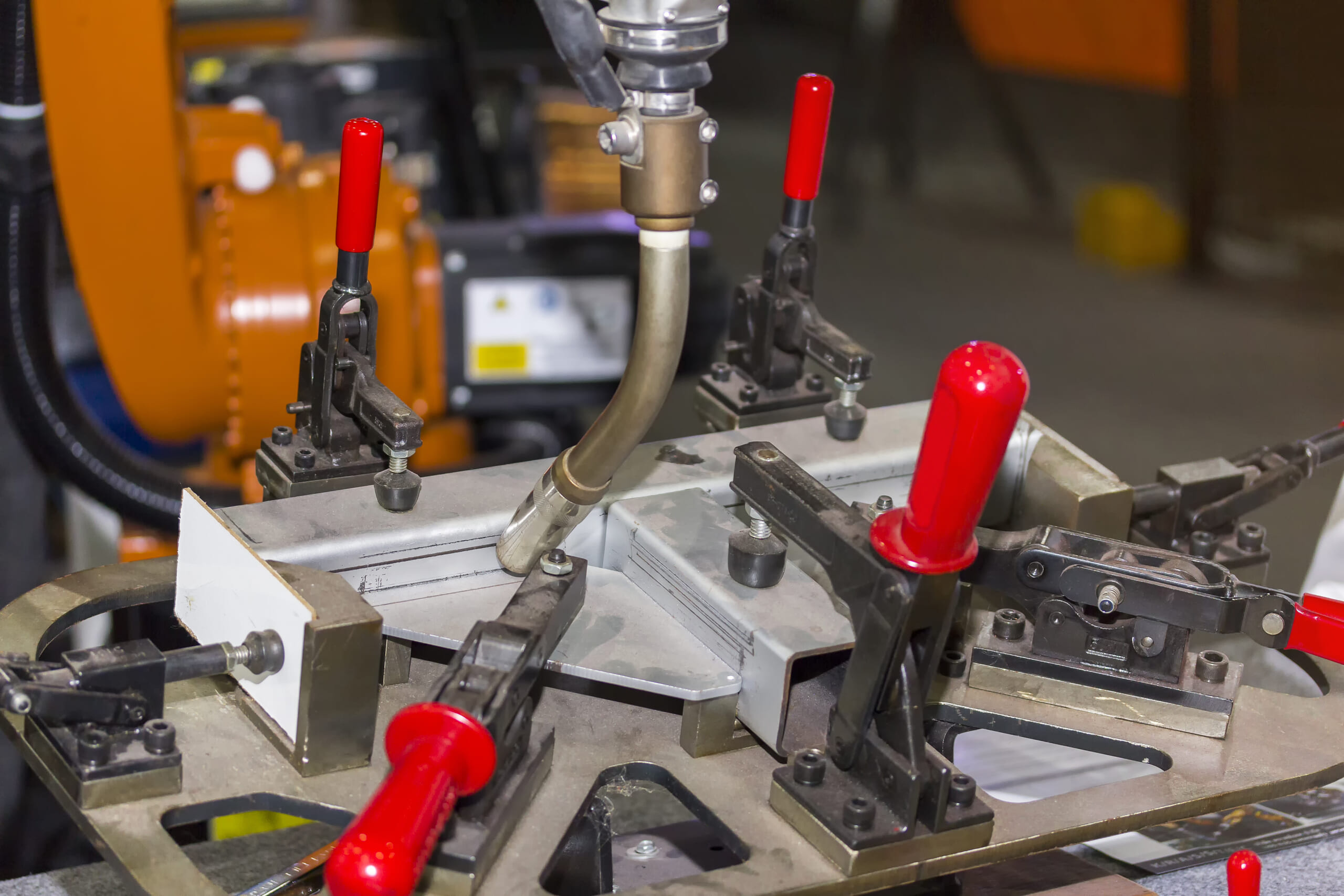
機械式クランプはネジやてこなどの機械的な力で締め付けるクランプ方式です。代表例として、マシニングセンタのバイス(万力)や旋盤のチャック、Tスロットにボルト留めするクランプセット、トグルクランプ(レバー式クランプ)などが挙げられます。
作業者がボルトを締めたりハンドルを回すことで大きなクランプ力を発生させ、ワークを確実に固定します。構造がシンプルで汎用性が高くコストも比較的低廉なため、最も広く使われている方式です。
一方で基本的に人手による着脱となるため段取りに時間を要しやすく、複雑な形状のワークには専用治具の製作が必要になる場合があります。それでも、少量生産や単純な加工では手軽さと経済性からメカニカルクランプが今でも主流です。
空気圧クランプ
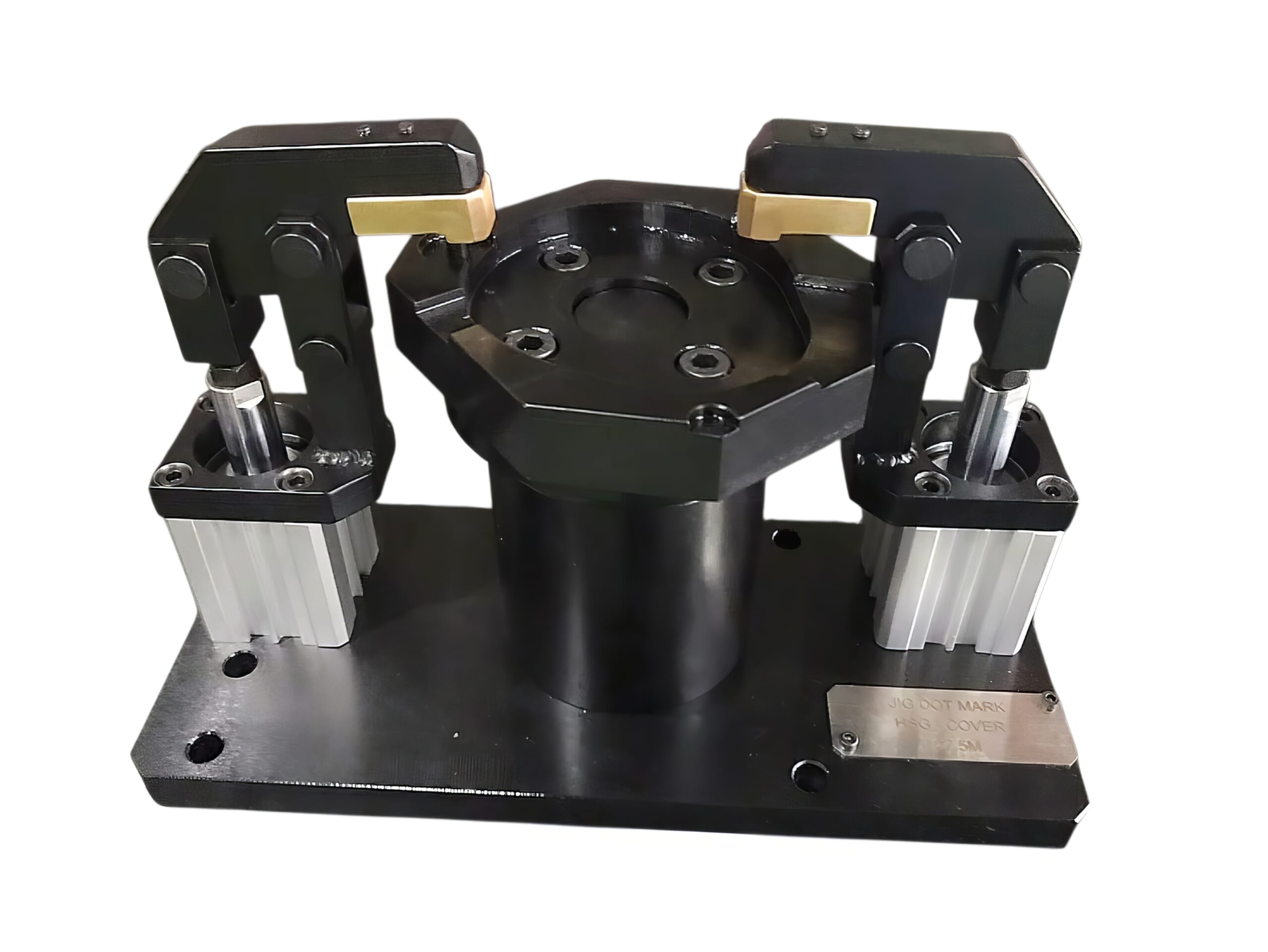
空気圧クランプは圧縮空気(エア)を利用してワークを締め付け・解放するクランプ方式です。エアシリンダーで駆動するエアバイスや、自動でアームが旋回して押さえるスイングクランプなどがこれに該当します。
エア供給によるワンタッチ操作が可能で、ボタン操作やプログラム制御によって素早く自動でクランプ/アンクランプできるのが利点です。メカニカル方式に比べて作業の省力化や多点同時クランプが容易で、生産ラインの自動化や大量生産に適しています。
例えばエアクランプを用いれば、複数のワークを同時に載せて一括で締め付けたり、ロボットからの指令で自動着脱させたりすることが可能です。ただし、最大クランプ力は油圧式ほど大きくないため、極めて重いワークや高い保持力が必要な加工では適用に注意が必要です。
また、空気圧源や配管が必要となりますが、油漏れの心配がない点やメンテナンス性の良さから扱いやすい自動クランプ手段として広く用いられています。
油圧クランプ
油圧クランプは油圧を使ってワークを強力に締め付ける方式です。油圧チャックや油圧バイス、油圧シリンダー内蔵の治具などがこれに当たります。
ポンプで発生させた高圧油をクランプ装置に送り、ピストンの力でワークを把持します。特徴は非常に高いクランプ力と安定性で、大型で重量のあるワークや複雑な形状のワークでも強固に固定できます。また油圧による均一な力は繰り返し位置決めの精度も高く、加工精度の向上に寄与します。例えば自動車部品の一斉加工では、油圧クランプで多数のワークを一括固定して高剛性に保持するといった使われ方をします。
一方でシステム価格が高価で、油圧ユニットや配管など付帯設備も必要となるため、初期導入コストやメンテナンス面でハードルがあります。
しかし大型ワークや高精度加工には欠かせない方式であり、近年は油圧源を集中管理して多数のクランプを制御する自動化ライン向け治具も多く実用化されています。
油圧クランプは初期費用こそ嵩むものの、その強力な保持力と高い精度で生産性向上に大きく貢献します。
モジュラークランプ(モジュール式治具)
モジュラークランプは用途に応じて組み替え可能なモジュール式のクランプシステムを指します。あらかじめ穴加工されたグリッドプレート(治具板)やレール上に、様々な形状のクランプ要素(ストッパー、クランピングブロック、ボルトなど)を自由に配置してワークを固定できる仕組みです。
レゴブロックのように組み合わせを変更できるため、異なる形状・サイズのワークに迅速に対応できる柔軟性が最大の特徴です。例えば一連のモジュール治具パーツを用意しておけば、新しいワークに合わせて位置や構成を変えるだけで固定具を構築できます。
この段取り替えの速さは大きなメリットで、機械の稼働停止時間を減らし生産性を高めます。また標準化された部品を組み合わせるためコスト効率も良く、必要に応じ部品追加で拡張も容易です。
モジュラークランプは多品種少量生産や試作加工で威力を発揮し、近年では5軸マシニングセンタ用の高度なモジュール治具システムも登場しています。
熟練者でなくとも素早く治具を構築できるため、柔軟性と生産性向上の両立を実現するクランプ方式として注目されています。
マグネットクランプ(磁気クランプ)
マグネットクランプは磁石の力でワークを吸着・固定する方式です。一般に「マグネットチャック」とも呼ばれ、主に鋼材など磁性を持つワークに適用されます。
電磁石や永磁石(エレクトロパーマネントマグネットなど)の磁力でワークをテーブル上に吸着するため、クランプ部材がワーク表面を物理的に押さえることなく固定できるのが大きな利点です。
これにより、例えば平板ワークを磁気クランプで固定すれば、クランプによる歪みを抑えて高精度に加工できます。
特に薄い鋼板の加工ではワーク変形を防ぐ効果が高く、「他のクランプだと歪んでしまう薄板でも磁気チャックなら寸法誤差を大幅に減らせた」という事例も報告されています。
さらにクランプ治具が邪魔しないため5面加工や五軸加工との相性も良く、段取り替え回数の削減にもつながります。
一方で非磁性体(金属ではアルミや銅、樹脂など)には使用できないこと、またワーク重量が極端に重かったり接触面積が小さかったりすると保持力が不足する場合があるのが制約です。磁力は目に見えず不安という声もありますが、近年の電磁パーマネントチャックは停電時でも磁力を保持でき安全性が向上しています。
以上のように、マグネットクランプは薄板や平板の高精度加工、広い面積での把持に威力を発揮しますが、素材や形状に応じて適不適が明確なクランプ方式と言えます。
ゼロポイントクランプ(ゼロポイントクランプシステム)
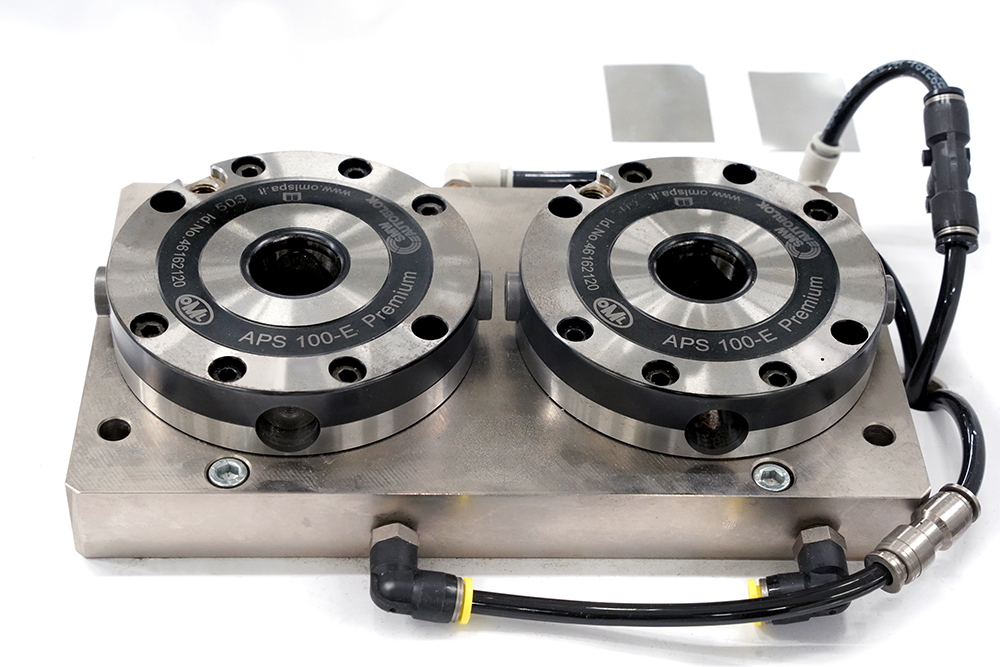
ゼロポイントクランプシステムはワークや治具を機上に素早く着脱・交換するための近年注目のクランプ機構です。マシニングセンタのテーブル上にあらかじめ「基準点(ゼロポイント)」となる穴やピンを設けておき、ワークや治具側に取り付けた専用のクランプボルト(引き込みピン)をその基準穴に挿入・ロックすることで一瞬で固定できます。
例えば作業台に複数のゼロポイントクランプ受けを埋め込んでおけば、ワーク載せ替え時に位置決めやボルト締めの手間なく、ワンタッチで次の治具プレートを装着するといった運用が可能です。
その結果、工作機械の段取り時間を飛躍的に短縮し、生産ラインの停止時間を最小化できます。ゼロポイントクランプの内部には楔機構などでボルトを強力に引き込むロック機構があり、一度固定すれば高い繰り返し位置決め精度と強力な保持力を発揮します。
またシステム自体がモジュール構造となっており、必要に応じて高さ調整のエレベータブロックやアダプタープレートを組み合わせて柔軟に拡張・適応できる点も特徴です。駆動方式には機械式(手動ボルト締め)、空圧式、油圧式、電動式など様々なタイプがあり、手動段取りから自動生産ラインまで幅広く利用されています。
特に近年は自動化工程に組み込まれるケースが増えており、工作機械とロボットのインターフェースとしてゼロポイントクランプを採用することで、無人運転中に次のワークを外部セットしておき素早く交換するといった運用も一般化しています。
ゼロポイントクランプは初期投資こそ必要ですが、その抜群の段取り効率と再現精度により、多品種少量生産や段取り替えの頻繁な加工現場で生産性向上の切り札となっています。


ワーククランプ選定のポイント(選定基準)
ワーククランプを選定する際には、ワークや加工の条件に合わせて最適な方式・機種を選ぶことが重要です。以下に代表的な判断基準を挙げます。
ワークの形状・サイズ

ワークが角形か円形か、大きいか小さいかによって適したクランプは異なります。角ばったプリズム形状(角物)なら一般的なバイスで問題ありませんが、円柱状の丸物は外径または内径を掴むチャックやコレット、Vブロックなどが必要です。
ワーク寸法も考慮し、小さすぎてクランプが届かない場合は一度に複数個まとめて固定する、一方大きすぎる場合はモジュール治具を追加して対応するなど、ワークサイズに見合ったクランプの「適材適所」が求められます。
形状・寸法に合わない固定では保持が不安定になり精度不良の原因となります。
加工内容と要求精度
加工方法や切削負荷、求められる精度もクランプ選定に直結します。例えば重切削や荒加工では強い切削抵抗に耐える剛健なクランプが必要であり、油圧クランプや頑丈な機械式治具が適しています。
一方、5軸加工や仕上げ工程では加工工具のアクセスを妨げないようクランプ自体がコンパクトであることも重要です。クランプが大型すぎると工具干渉してしまうため、剛性(安定性)と加工アクセス性のバランスを取ることが求められます。
また高精度が要求される場合、加工全体の剛性確保が不可欠です。機械・工具・ワーク・クランプの剛性チェーンが一体となって初めて高精度が得られるため、少しでもワークが動くと設計通りの寸法は出せません。
高精度加工では多少コストがかかっても剛性・精度に優れたクランプを選ぶ方が、結果的に不良削減や手直し削減につながります。
段取り時間(段取り頻度)
生産の品種数やロット数もクランプ選定に影響します。扱う部品の種類が多く交換が頻繁な場合、段取り時間の短縮が極めて重要です。
例えば一日に何度も治具交換するような高混合・中小ロット生産では、ワンタッチで着脱できるエアクランプやゼロポイントクランプ、あるいはモジュール式のクランプで迅速に対応することが求められます。
逆に一つの製品を長時間量産するのであれば、多少段取りに時間がかかっても一度しっかり治具を組んでしまえば良いため、機械式の専用治具でも問題ありません。
このように生産形態(多品種少量か少品種大量か)に応じて、重視すべきは段取りの速さか保持力・精度かが変わってきます。
クランプの剛性・安定性

クランプ自体の剛性や保持力も重要な選定基準です。加工中にワークが絶対に動かないだけの剛性がなければ、高精度も安全も実現できません。
大型ワークや難削材の重切削では油圧式や頑丈な機械式クランプの採用を検討します。またワークが薄肉だったり脆性材料の場合、クランプ力が強すぎるとワークを変形・破損させるリスクもあるため注意が必要です。
クランプ力は「強ければ良い」というものではなく、ワークの強度や剛性に見合った適切な力を選定し、場合によってはクランプ圧を調整できる油圧・空圧システムやトルクレンチの活用も検討します。
繰り返し精度と位置決め
複数回に分けて加工する場合や、治具ごと交換する運用では繰り返しの位置決め精度も重視されます。例えば、いったんクランプを外しても再度同じ位置・姿勢でクランプできるかは製品の精度や加工の続行可否に直結します。
ゼロポイントクランプシステムのように高い繰り返し精度を持つ仕組みなら心配ありませんが、一般的なバイス等でも定位キーやストップブロックを用いて再現性を高める工夫が必要です。
特に多数個取り加工(1度に複数ワークを並べて加工)では、各ワークの位置精度が揃わないと仕上がりにバラツキが生じてしまうため、精度重視の場合は高精度治具やゼロポイントシステムの採用を検討します。

着脱のしやすさ(段取り性)

クランプへのワークのセット・取り外しの容易さも実作業では無視できません。治具上で複雑なボルト締めが必要な構造だと毎回の着脱に時間がかかり、生産タクトを延ばす要因になります。
頻繁にワークを付け替える工程では、クイックチェンジ機構やカムレバー式クランプなど、迅速な着脱が可能な機構を備えたクランプを選ぶと良いでしょう。
近年はワンタッチで開放できるアクチュエータ内蔵クランプも増えており、将来的な自動化も見据えて着脱性の高い製品を選定することが、結果として将来の工数削減や省人化につながります。
安全性

クランプ方式や手順の安全性も最重要ポイントです。例えば重量物を固定する場合、万一クランプが緩めば重大事故につながります。
そのため安全弁や二重締め機構を持つクランプの採用、圧力低下時に自動でロックする油圧クランプの活用など、安全側に倒した選定が望ましいです。
また作業者が安全に操作できる構造か(手を挟む恐れがないか、重量物を持たなくて済むか等)も考慮します。
近年はクランプ完了をセンサで検知する仕組みや、締付け力をモニタして不足時にアラームを出すシステムも実用化されつつあります。人的ミスを防ぎ、安全かつ確実にワークを保持できるクランプを選ぶことが、現場の安心と生産性向上に直結します。
クランプの自動化技術とロボット連携

高度なFA(ファクトリーオートメーション)やロボット技術の進展に伴い、ワーククランプの分野でも自動化のトレンドが加速しています。従来は人手で行っていたワークの脱着やクランプ操作を機械が自動で行うシステムが普及しつつあります。
例えば、ロボットアームが加工機にワークを搬入し、治具上に置いたら機械指令でクランプが自動締結されるといった一連の流れが実現可能です。自動化ラインではクランプには迅速かつ確実な作動が求められ、人手介在を最小化することで段取り時間の短縮と生産性向上が図られます。そのため空気圧式や油圧式のパワークランプが多用され、機械の制御信号で複数クランプを同時にオン・オフすることも容易です。
実際、自動化においては「クランプの自動開閉をいかに実現するか」が重要課題であり、エアシリンダーや電動アクチュエータ内蔵のクランプ装置が各社から提供されています。近年では、従来油圧に頼っていたクランプを電動モータ駆動に置き換える動きもあります。
電動クランプは油漏れの心配がなくエネルギー効率も高いため、クリーンで安全な自動化に寄与します。またロボットとの連携では、クランプ状態のセンサ検知が不可欠です。クランプが確実に閉じたか、開いたかをエア圧センサやリミットスイッチで検出し、ロボットに次工程の可否をフィードバックする仕組みが一般化しています。
例えばエアクランプの中には、締結・解放を検知するポートやスイッチを備え、正しくクランプされたことを確認できる製品もあります。このように工作機械とロボット、クランプがシームレスにつながるスマートファクトリーが現実のものとなってきました。
さらに、協調ロボット(コボット)の普及もクランプ自動化の後押しとなっています。コボットは人と同じ空間で協働できるため、人がセットしたワークをコボットが受け取りクランプへ配置するといったハイブリッドな自動化も可能です。中小企業でも導入しやすい形で、自動クランプとロボットの協調が進んでいます。
また将来的なトレンドとして、クランプ自体がより知能化していくことが予想されます。例えばセンサ内蔵でクランプ力を数値モニタリングできるクランプや、ワーク形状に合わせて自動で形状・寸法が変化するアダプティブクランプなどの研究も進んでいます。
これにより、作業者の勘に頼らず適正な力でクランプしたり、多様なワークに柔軟に対応したりといった次世代のスマートクランプが現実味を帯びています。クランプの自動化・知能化技術は今まさに進化の途上にあり、生産現場の省人化と高効率化に大きく寄与するでしょう。
経験者から見たトラブル回避・安全運用のポイントと保守点検方法
ワーククランプを安全に運用しトラブルを防ぐには、日常的な管理と定期的なメンテナンスが欠かせません。最後に、現場で留意すべきポイントを整理します。
正しいクランプ操作と安全教育

クランプの正しい使い方をオペレータ全員に周知徹底することが最重要です。メーカーの指定した手順で締付け・解除を行い、誤操作によるワーク飛散事故を防ぎます。
また作業者への安全教育を行い、クランプ操作時は必ず安全靴・保護メガネなど適切な保護具(PPE)を着用させます。重量物クランプ時は二人以上で作業し、手を挟まない工夫をするなど、安全第一の運用を徹底します。
定期清掃・潤滑と点検

クランプ装置は常に切削油や切りくずに晒されるため、定期的な清掃と潤滑が必要です。特に可動部やネジ部にはゴミや切粉が付着しやすく、放置すると正しく締まらない原因になります。作業終了時にはエアブローやウエスできれいに清掃し、必要に応じてグリースアップします。また定期点検も欠かさず行いましょう。
ボルトやナットの緩み、摩耗したクランプ爪、油圧シールの劣化やエア漏れなどをチェックし、異常があれば早期に交換・修理します。
特に油圧・空圧クランプは所定の圧力が維持できているか、磁気クランプは磁力低下や表面傷がないかなど、各方式ごとの点検項目をメーカー推奨頻度で実施することが大切です。
クランプ力・位置精度の確認

クランプが設計通りの力と精度を発揮しているか、定期的な検証もトラブル未然防止につながります。例えばトルクレンチで締付けトルクを管理したり、油圧計で油圧クランプの圧力を監視することが有効です。
繰り返し位置決め精度についても、治具交換後に位置ズレがないかゲージや加工寸法でチェックします。長期間使用したクランプは精度が劣化する場合もあるため、定期校正や部品交換による精度維持が必要です。
切りくず・異物の排除

意外な落とし穴として、切りくずの挟まり込みがあります。クランプ面や位置決めピンに切粉や異物が噛み込むと、しっかり締め付けたつもりでもワークが浮いてしまい、加工不良やワーク飛散につながります。
これを防ぐには、加工中にエアブローやクーラントで切りくずを適切に排出し、クランプ部に溜めないことが重要です。特に自動運転中は機内清掃をプログラムに組み込むなどの対策で、常にクランプがクリアな状態を保ちます。
些細な異物混入が大事故を招くこともあるため、「たかが切りくず」と侮らず徹底して除去しましょう。
メトロールの高精度な位置決めセンサとは?
ワーククランプによる確実な固定は加工の大前提ですが、さらなる高精度化にはμm単位の精密な位置決めが不可欠です。
メトロールの高精度位置決めセンサは、繰返し精度0.5μmの超精密検出により、これらクランプシステムと連携し精密加工を支えています。
高精度位置決めタッチスイッチ(位置決めセンサ)

接触式の高精度スイッチで、工作機械やロボット、治具などの位置決めやワーク有無検出に用いられます。最大繰返し精度0.5µmと極めて高精度で、IP67の防水防塵性能を備え、悪環境下でも安定動作します。200種類以上の標準モデルがあり、狭所対応、高温対応、真空対応、低接触力タイプなどバリエーションが豊富です。
ツールセッタ(工具長測定センサ)

CNC工作機械や産業用ロボットに搭載し、工具長の測定や原点位置出し、工具折損検知などに使用される接触式センサです。工具の長さや摩耗、熱変位を機内で自動測定・補正することで加工不良を防止し、段取り時間を大幅短縮します。世界74ヵ国で50万台以上の出荷実績があるメトロールのベストセラー製品です。
タッチプローブ(機上測定プローブ)

工作機械やロボットに搭載し、加工前のワーク位置決め(芯出し)や加工後の寸法測定を自動で行う機内計測用の接触式プローブです。繰返し精度1µmでワークの基準出し・寸法検査を自動化し、熟練者の手作業を置き換えることで段取り時間短縮や加工不良防止に貢献します。有線式と無線式(ワイヤレス)のモデルがあり、5軸加工機やロボットへの後付けニーズにも応えています。
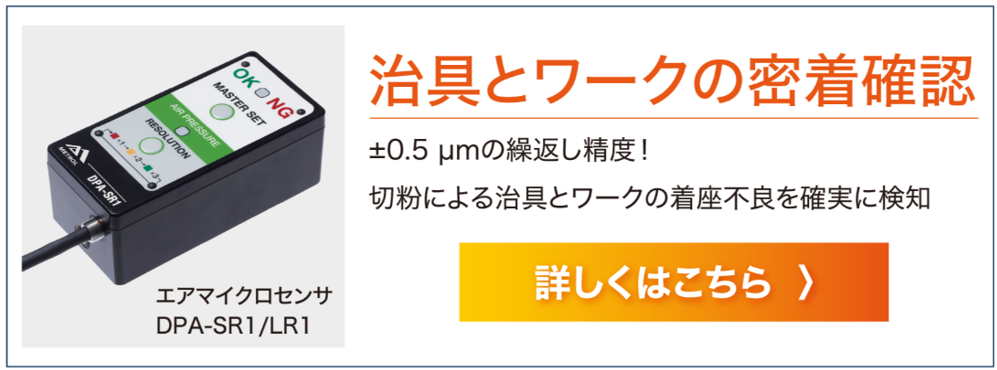
エアマイクロセンサ(空圧式センサ)

空気圧を利用した非接触センサで、ワークの着座状態を数ミクロン精度で検出できます。従来は困難だった10µm以下の隙間(「浮き」)を±0.5µmの繰返し精度で検知し、ワークと治具の密着不良による加工不良や設備のダウンタイムの発生を防止します。半導体製造プロセスや精密部品のクランプ工程、研削盤の砥石位置合わせなどで活用され、国際標準のIO-Link通信にも対応したスマートセンサです。
関連記事
ワーク搬送でなぜ高精度な着座確認が必要なのか?
精密加工では、精度の高いワークの位置決めが重要です。人手不足により、ロボットを活用したワーク搬送が広がっていますが、ワークの着座精度が課題となっています。
メトロールの「エアマイクロセンサ」を使うことで、ミクロン単位の着座確認が可能になり、加工不良を大幅に減らせます。

スパッタの飛び散る悪環境下での、精密位置決めが実現
自動車ボディ用の板金をクランプする際、位置決めピンを使用して、板金をクランプされていましたが、クランプミスにより溶接に失敗してしまうことがありお困りでした。
メトロールの「精密位置決めスイッチ」を使うことで、スパッタが飛び散る悪環境下でも正確な位置決めが実現し、溶接不良を未然に防止します。

位置決めとは?基本原理から治具設計のポイントまで徹底解説
機械加工において、工作物(ワーク)を正確に加工するために重要な「位置決め」について解説します。
1・工作機械における位置決めの基本原理
2・治具設計に必要な位置決め要素
3・クランプの種類と設計ポイント