旋盤のバイトとは?基礎から実践まで|種類・使い方・選び方を徹底解説
旋盤加工の成否を大きく左右するのが、わずか数センチの切削工具「バイト」です。
本記事ではその基礎構造から各種バイトの特徴、素材・加工条件に応じた選定方法までを体系的に解説します。
目次
旋盤のバイトとは?

「バイト」は旋盤で使用する切削工具のことで、工作物(加工する素材)を削って目的の形状に加工する役割を担います。
形状的には柄(シャンク)と呼ばれる持ち手部分と、材料を直接削り取る刃先(チップ)部分に分かれており、大工の鑿(のみ)に似た構造をしています。
旋盤にバイトを取り付け、回転する素材に当てることで削り屑を剥がし取り、素材を少しずつ切り削っていきます。そのため加工中は常に一定方向に力がかかり続け、安定した切削が可能です。
バイトとエンドミルとの違い

旋盤のバイトは、フライス盤で用いるエンドミルとは構造や役割が大きく異なります。工作物と工具の動きが逆である点が大きな違いです。
フライス加工では工具(エンドミル)が回転し、材料を削ります。一方、旋盤加工では材料が回転し、固定したバイトを当てて削ります。
つまり、フライスでは回転する刃が素材を断続的に切り込み(断続切削)、旋盤では回転する素材に刃が当たり続ける(連続切削)という違いがあります。
バイトの種類
旋盤バイトには加工内容に応じて様々な種類や形状のものが存在します。代表的なものだけでも、以下のような種類があります。
| バイトの種類 | 用途・特徴 | 写真(イメージ) |
|---|---|---|
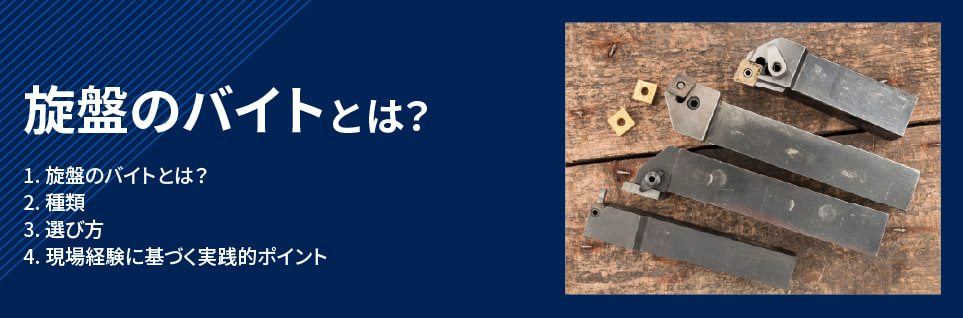
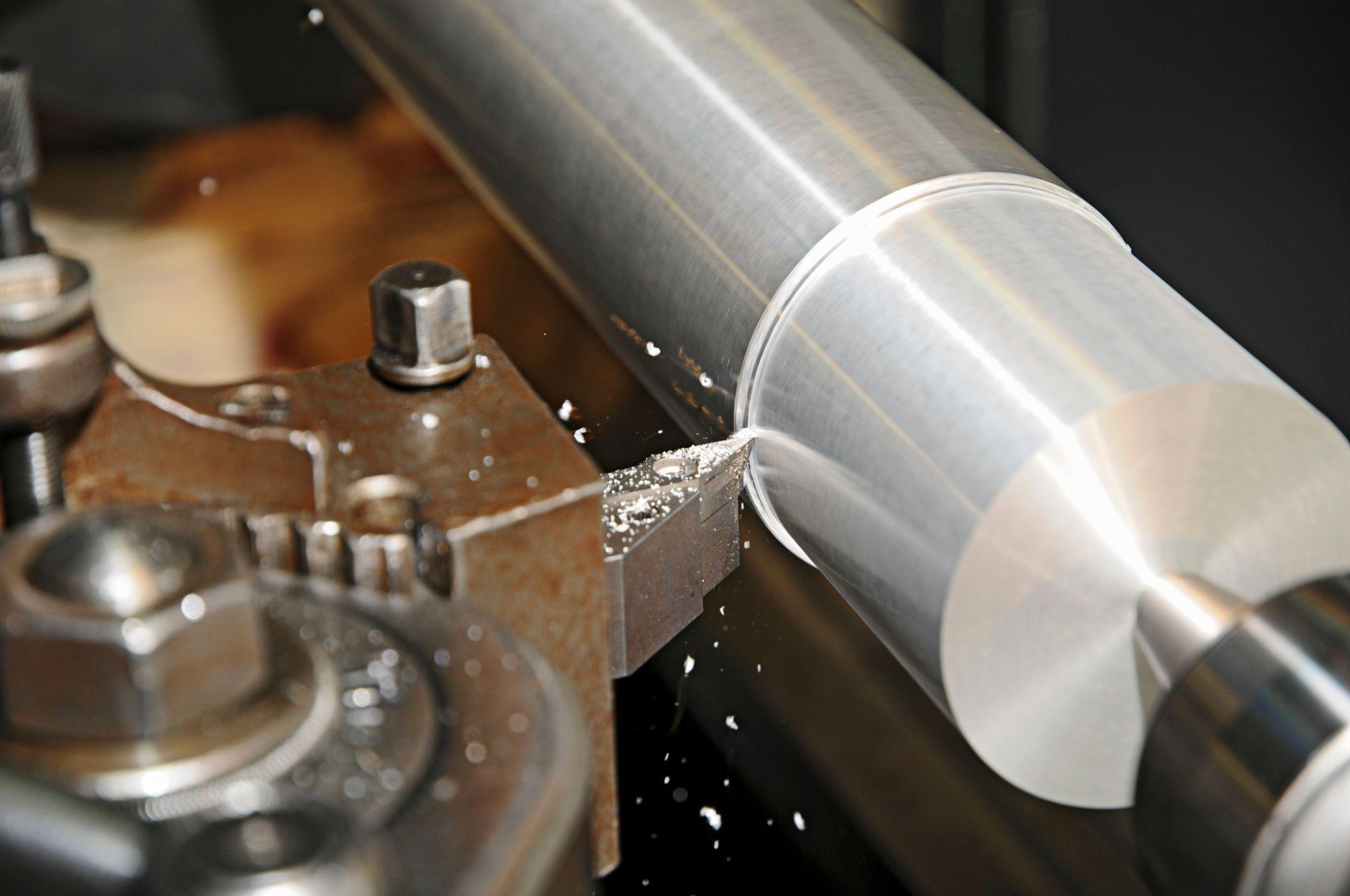
| 外径加工用バイト | 工作物の外径(外周)を削るためのバイト。主に円筒素材の外丸削りに用いられ、旋盤加工で最も頻繁に使われる代表的な工具です。(例:一般的な片刃バイト) | 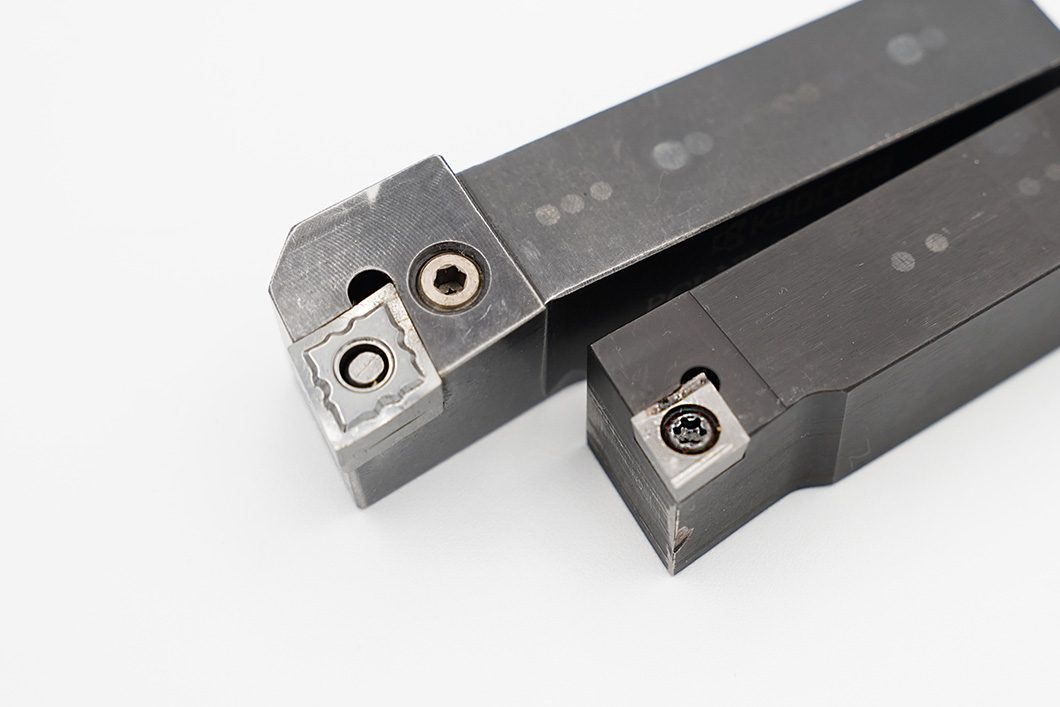 |
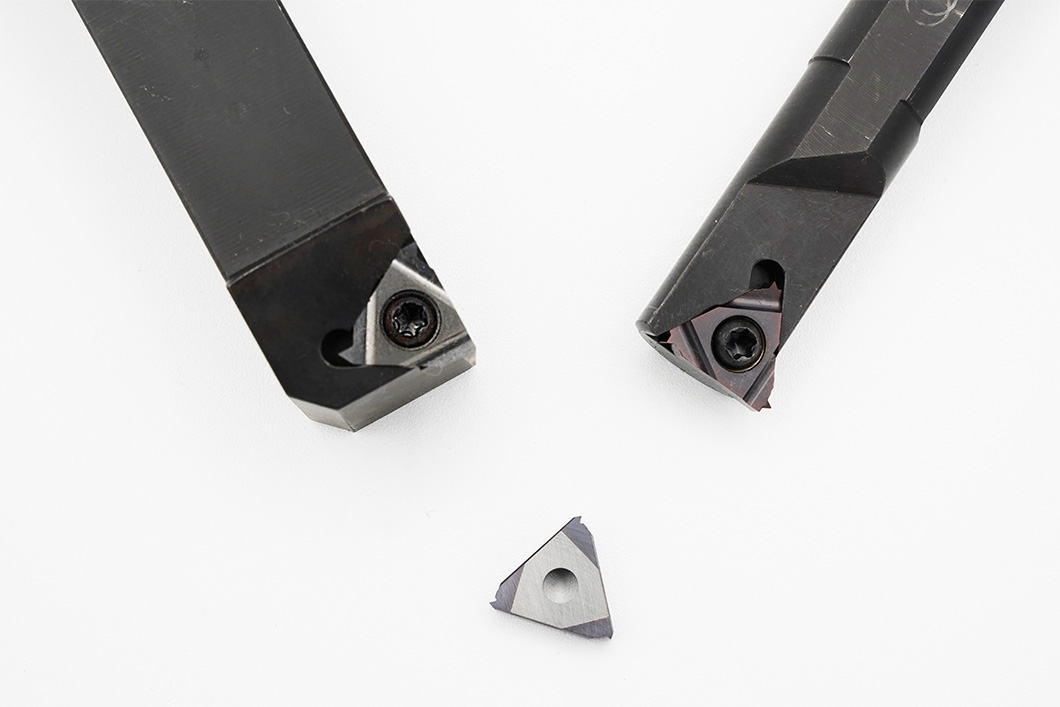
| 内径加工用バイト(ボーリングバーなど) | 工作物の内側(穴の内径)を削るためのバイト。中ぐり加工(下穴を広げて仕上げる工程)に用いられ、先端が細長く穴内部に届くよう突き出た形状が特徴です。ボーリングバー(中ぐりバイト)とも呼ばれます。 |  |
| ねじ切りバイト(外ネジ・内ネジ) | ネジ山(ねじの溝)を切削するためのバイト。刃先がねじ山の形状になっており、外ネジ加工用(おねじ用)と内ネジ加工用(めねじ用)のバイトが存在します。 |  |
| 突っ切りバイト | 工作物を切断(突っ切り)するための細いバイト。円筒素材の外周に狭い溝を入れてから材料を切り離す加工に用いられます。刃部が非常に細く壊れやすいため、取り扱いに注意が必要です。 | 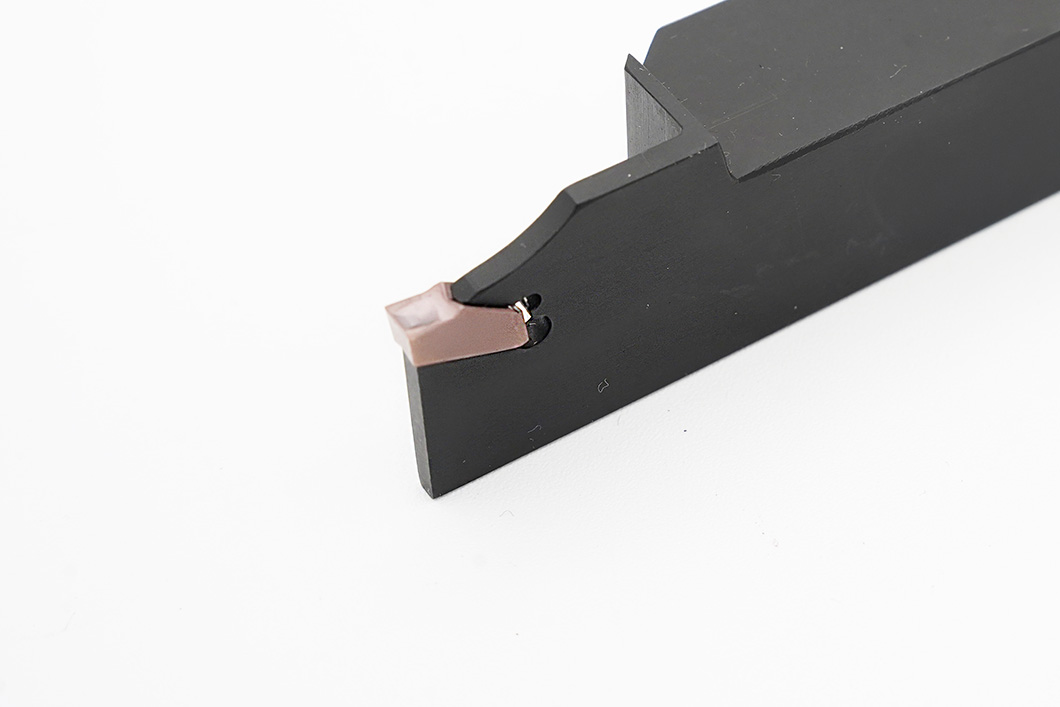 |
| 面取りバイト | 工作物の鋭い角を面取り(角を落として斜面をつける)するためのバイト。加工後の鋭利なエッジを除去し、仕上げや安全性の向上の目的で用いられます。 |  |
| 溝入れバイト | 工作物に所定の幅と深さの溝を切削するためのバイト。外径側に溝を加工する外径溝入れ用と、内径側の溝加工に用いる内径溝入れ用などがあり、用途に応じた形状の工具が使われます。 | 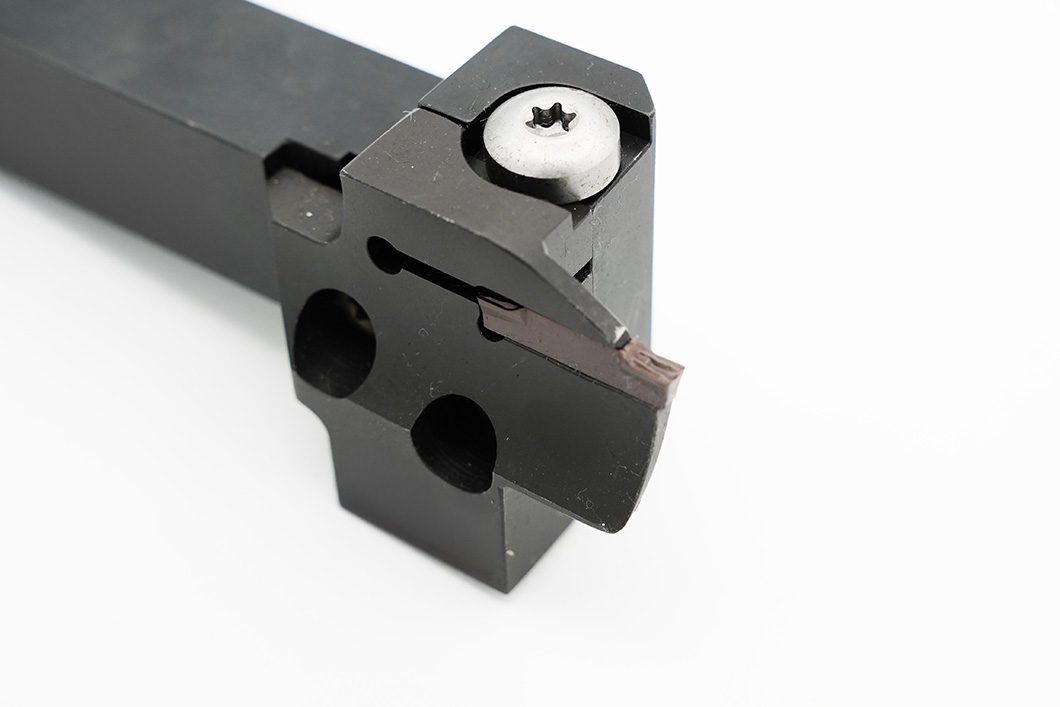 |
| 成形バイト(専用形状) | 特定のプロファイル形状の刃先を持ち、その刃先形状を工作物に転写して一度で所定の形状を加工するバイトです。専用工具として特定の輪郭形状の加工に使われ、例えばねじ山全体を一度に成形できる総形ねじ切りバイトなどの例があります。 | 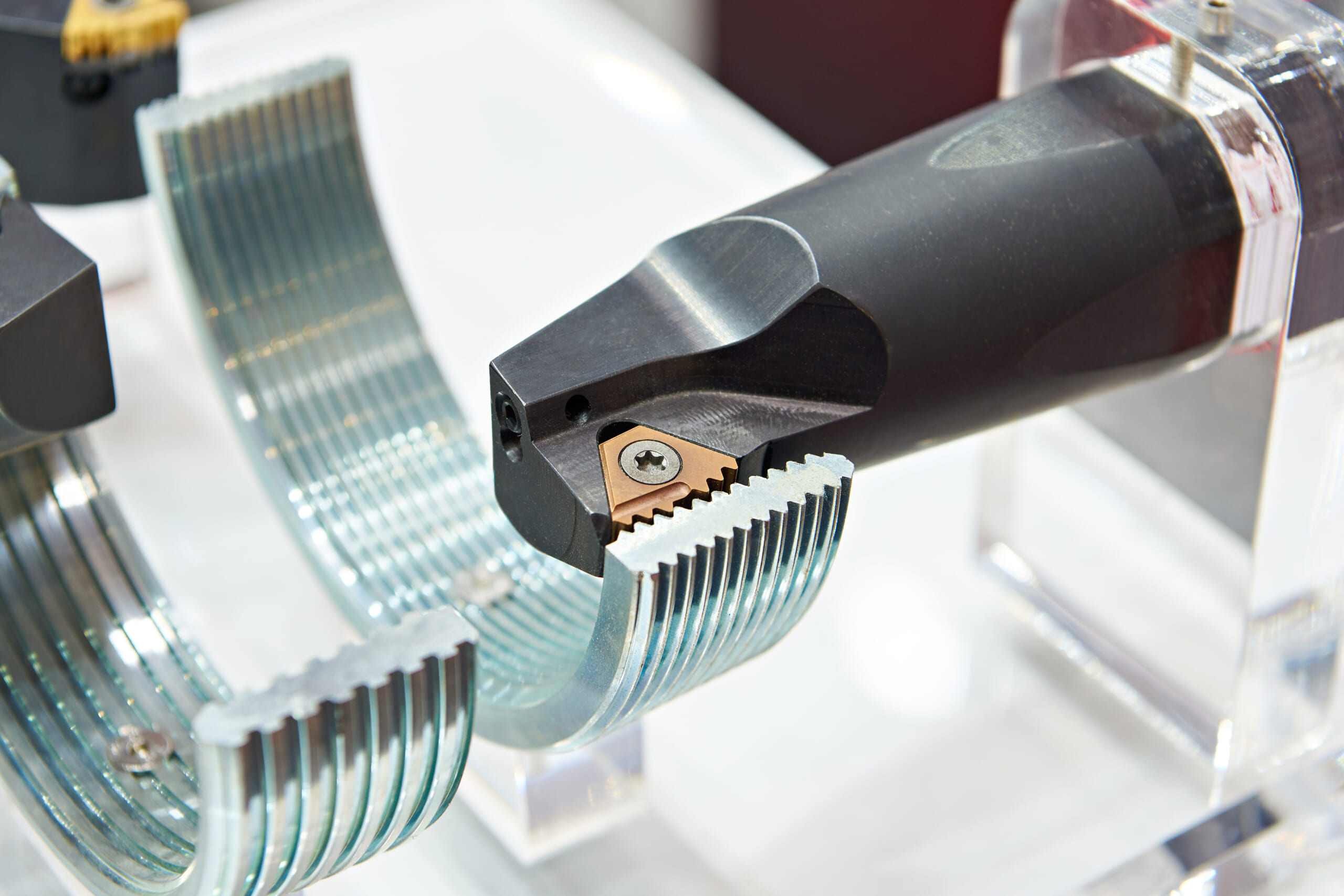 |

右勝手と左勝手のバイトとは?

旋盤バイトには「勝手」と呼ばれる区分があり、右勝手(右バイト)と左勝手(左バイト)に分かれます。
これはバイトがどちら方向への送りで切削できる形状かを示す分類です。汎用旋盤では通常、主軸側から見て工作物を正転(反時計回り)させ、バイトを右から左へ移動させて切削します。このとき使用するバイトが右勝手のバイトです。
一方、加工内容によっては工作物を正転のままバイトを左から右へ動かして削る場合もあり、その際に使うのが左勝手のバイトと呼ばれます。
簡単な見分け方として、バイトを右手で持って親指を立てたとき、親指と同じ向きに刃先のコーナー(先端)が向いていれば「右勝手」、左手で持って親指方向にコーナーが向いていれば「左勝手」のバイトです。
適切なバイトの選び方
旋盤用バイトを選ぶ際には、加工する素材の種類、バイト自体の材質、荒加工か仕上げ加工かなど複数の観点を総合的に考慮する必要があります。
加工材料に応じたバイトの適合性
- 鋼(スチール類)

引張強度が高く硬い鋼やステンレス鋼の加工では、耐熱・耐摩耗性に優れた超硬合金チップが適しています。
特に量産現場では、コーティング超硬インサートが一般的で、高速切削でも摩耗しにくく長寿命です。
一方、比較的軟らかい炭素鋼や低硬度の鋼材で切削速度がそれほど高くない場合は、HSS(ハイス)工具でも対応可能です。
ただし鋼の加工では切削抵抗が大きく発熱もしやすいため、刃先強度を確保するためすくい角が小さめの工具が用いられることが多いです。
- アルミニウム
アルミは比較的軟らかく粘性(延性)の高い素材のため、鋭い刃先と大きめの前角(ポジティブ角)を持つ工具が有効です。
アルミ加工ではHSSバイトでも超硬インサートでも対応できますが、高速切削や大量加工なら超硬インサートが有利です。
アルミは切削中に刃先にビルトアップエッジ(切りくずが刃先に付着する現象)が生じやすいため、鏡面仕上げされたチップやコーティング無しの超硬など、切れ味重視の工具が推奨されます。
- 真鍮

真鍮は脆く切削性が良い素材です。比較的低い切削抵抗で加工でき、HSSでも超硬でも良好な仕上げが得られます。
ただし前角が大き過ぎると、切れ込みすぎて工具が食い込むため注意が必要です。その対策として、上面を平らに研磨した前角0°のバイト(ゼロすくい角)が真鍮加工には適しているとされています。
刃先材質(工具材質)の違いと選定ポイント
- 高速度鋼 (HSS、ハイス)
工具鋼の一種で、硬度と靭性、耐熱性のバランスに優れた伝統的な工具材質です。高温下でも硬さを保ちやすく、切れ味が鋭くなるまで研磨できるため非常にシャープな刃先が得られます。
HSSバイトは汎用性が高く、旋盤における一般的な旋削、ねじ切り、仕上げ切削まで幅広く対応し、特に細かな加工や良好な表面仕上げを要求される場面で重宝されます。
価格も比較的安価で再研磨による再利用が可能なため、単品加工や試作、小規模加工現場で好まれる傾向があります。ただし硬度の高い材料や高速大量切削では摩耗が早く、刃先寿命は超硬工具に劣ります。
- 超硬合金(カーバイド)
炭化タングステンなどの硬質相とコバルト結合相からなる焼結合金で、非常に高い硬度と耐摩耗性を持つ工具材質です。
HSSよりも高温硬さに優れ、切れ味の持続が長いため高速・高切削量の加工に適し、量産現場で主流となっています。
例えば硬い鋼材やステンレスの加工にも適用でき、生産性向上に寄与します。超硬はインサート(チップ)として使われることが多く、刃先が摩耗したらチップ交換することで常に鋭い刃先を保てます。
ただしHSSに比べて靭性は低く衝撃に弱いため、刃先が欠けないよう剛性の高い条件で使用する必要があります。
- セラミック
酸化アルミニウムや窒化ケイ素などを主成分とするセラミック系工具も存在します。
耐熱性・耐摩耗性が極めて高く、高速切削で威力を発揮し、超硬では摩耗しやすい高硬度材の高速加工に適しています。
例えば鋳鉄や耐熱合金の仕上げ切削でセラミックインサートが使われることがあります。
ただし脆く衝撃に弱い(靭性が低い)ため、切断加工や断続切削には不向きです。
- CBN(立方晶窒化ホウ素)
人工ダイヤモンドに次ぐ世界で二番目に硬い素材で、超硬やセラミックでは歯が立たない焼入れ鋼や超合金などの加工に適した工具材質です。
主にインサート先端のチップとして用いられ、硬度の高いワークでも長寿命・高精度な加工を可能にします。
高価ですが、自動車や航空宇宙産業での高硬度材の仕上げ加工などに広く利用されています。
- ダイヤモンド(PCDなど)
工具用の人工ダイヤモンドは最高硬度を誇り、アルミや銅などの非鉄金属、樹脂、炭素繊維複合材の切削や、超精密な鏡面仕上げに用いられます。
摩耗に対する抵抗が非常に高く、切れ味も鋭いため、他の工具では得られない高品位な仕上げ面を実現できます。
ただし非常に高価であり、鉄系の材料に対しては化学反応で劣化するため適用できません。
ダイヤ工具はコストより性能重視の特殊用途(例えば半導体部品や光学部品加工)に限定して使われます。


荒加工と仕上げ加工に応じたバイト選択
旋盤作業では目的により荒削り(粗加工)と仕上げ加工を使い分けます。
- 荒加工用のバイト

荒削りでは一度に大きな切込み量で材料をどんどん削り落とすため、剛性が高く刃先強度に優れた工具が求められます。
具体的には、ネガティブ角(すくい角0°付近)のインサートや、刃先角度が大きく頑丈な形状(例えば90°に近い形状)が適しています。
刃先のノーズ半径も大きめ(Rが大きい)を選ぶと強度が増し、高い切削抵抗に耐えて深い切込みや高送りでも欠けにくくなります。
実際、荒加工用インサートは0.8~2.4mm程度の大きなノーズRを持ち、切削熱や衝撃にも耐えられるタフな素材・コーティングが施されています。
- 仕上げ加工用のバイト

仕上げでは寸法精度や表面粗さを追求するため、鋭利な刃先で浅い切込みと低い送りによる軽い切削を行います。
仕上げバイトはポジティブ角で切れ味重視の形状が多く、HSSで研磨したバイトや仕上げ用超硬インサートが使われます。
刃先角度は細部にアプローチできるよう尖った形状(例えば35°や55°程度の細鋭な形)を選ぶことで、狭い隅部も削れる反面、刃先強度とのトレードオフになります。
ノーズ半径は小さめ(例: R0.2~0.4mm程度)とすると、微小な切込みでもしっかり食いつき、良好な表面仕上げが得られます。
ただしノーズRが小さいと刃先が鋭敏で欠けやすいため、送り速度は小さく設定し振動を避ける必要があります。
旋盤加工の現場経験に基づく実践的ポイント
長年の金属加工の現場経験者による実践的なアドバイスや留意点を解説します。
ねじ切り加工でビビりが出る場合は、ハイス製ねじ切りチップを検討する
一般的に市販されているねじ切りチップは超硬製で、細く長い形状のねじ切り加工をCNC旋盤でおこなうとき、チップ特有の刃先形状やワークの剛性不足による逃げから高確率でビビりが発生します。
また、超硬製チップは高い周速での高速加工には向いていますが、細くて長い低回転数が必要な加工は苦手です。
CNC旋盤で13型ねじ切りバイトや53型ヘールバイトを使用した加工は、工具ホルダの互換性や取り付け・摩耗時のメンテナンスの難易度などの理由から経験の浅い作業者には難しいでしょう。
そのため、通常のねじ切りチップよりも割高ですがスローアウェイタイプのハイス製ねじ切りチップが一部のメーカーから販売されています。
使用上の注意点として全メーカーのねじ切りバイトに取り付けができるわけではないため、互換性のある(取り付けるチップのサイズが同じ)メーカーのバイトを選択してください。
さらに、チップの取り付けが可能でも、刃先の高さが変わってくる可能性があるため、加工前には必ず刃先高さを確認しましょう。
スローアウェイチップの取り付けねじは常に予備を確保しておく

スローアウェイチップを使用するバイトには、小さなクランプでチップを固定する「クランプ式」や専用のねじで固定する「ねじ式」、チップ中央に空いた穴に小さなレバーで固定する「レバーロック式」などがあります。
チップ中央の穴に専用ねじで固定するねじ式の場合、チップ交換時や加工中のチップ破損などの衝撃でねじを紛失してしまうリスクがあるため、必ず専用ねじの予備を準備しておきましょう。
ねじを紛失してしまうと、以降の生産性に大きく影響を及ぼす可能性があります。しかも、スローアウェイチップの取り付けねじはチップ専用に設計された特殊な形状のねじであることが多く、一般のボルトで代用するのは困難です。
予備を常に用意しておけば、加工中の突発的な事故によるねじの破損や紛失にも迅速に対応でき、以降の加工もスムーズに再開できます。
レバーロック式やクランプ式でもねじは使われているので、常に予備を用意しておけば「ねじの摩耗が確認」できたときなどに素早い対応が可能です。
万が一に備え、レバーロック式のレバーやクランプ式のクランプ・チップ下のシム板やシムピンも揃えておくと万全なリスク対策になります。
ねじ式のバイトでも、ねじだけでなくめねじ側の部品も準備しておくと安全です。
メトロールの高精度な位置決めセンサとは?
旋盤加工では、素材を高精度に削り出すためにバイトの形状・材質・取付角度が重要です。しかし、これらの条件を活かすには、バイト先端を狙った位置に正確に合わせる位置決めが不可欠です。
そこで活躍するのがメトロールの位置決めセンサです。工具交換や芯出しのたびに繰り返し精度1µmでゼロ点を検出し、段取り時間とスクラップを大幅に削減します。
高精度位置決めタッチスイッチ(位置決めセンサ)

接触式の高精度スイッチで、工作機械やロボット、治具などの位置決めやワーク有無検出に用いられます。最大繰返し精度0.5µmと極めて高精度で、IP67の防水防塵性能を備え、悪環境下でも安定動作します。200種類以上の標準モデルがあり、狭所対応、高温対応、真空対応、低接触力タイプなどバリエーションが豊富です。
ツールセッタ(工具長測定センサ)

CNC工作機械や産業用ロボットに搭載し、工具長の測定や原点位置出し、工具折損検知などに使用される接触式センサです。工具の長さや摩耗、熱変位を機内で自動測定・補正することで加工不良を防止し、段取り時間を大幅短縮します。世界74ヵ国で50万台以上の出荷実績があるメトロールのベストセラー製品です。
タッチプローブ(機上測定プローブ)

工作機械やロボットに搭載し、加工前のワーク位置決め(芯出し)や加工後の寸法測定を自動で行う機内計測用の接触式プローブです。繰返し精度1µmでワークの基準出し・寸法検査を自動化し、熟練者の手作業を置き換えることで段取り時間短縮や加工不良防止に貢献します。有線式と無線式(ワイヤレス)のモデルがあり、5軸加工機やロボットへの後付けニーズにも応えています。
エアマイクロセンサ(空圧式センサ)

空気圧を利用した非接触センサで、ワークの着座状態を数ミクロン精度で検出できます。従来は困難だった10µm以下の隙間(「浮き」)を±0.5µmの繰返し精度で検知し、ワークと治具の密着不良による加工不良や設備のダウンタイムの発生を防止します。半導体製造プロセスや精密部品のクランプ工程、研削盤の砥石位置合わせなどで活用され、国際標準のIO-Link通信にも対応したスマートセンサです。
関連記事
CNC自動旋盤、絶対に知っておきたい活用方法とは?
自動旋盤は高い生産能力がある一方で、大量の加工不良リスクと隣り合わせです。
工作機械は「導入して完了!」ではなく、運用しながら改善していく事もセットで考えていく必要があります。
「CNC自動旋盤」の導入効果を最大化するために、効果的に運用する方法を解説します。

旋盤とは?基本から測定手順まで
回転する工作物にバイトとよばれる切削工具を押し当てて旋削加工をする「旋盤」について解説します。
1・旋盤とは
2・基本的な構成
3・サイズ
4・種類