ギャップセンサからの置き換えで、切削加工時のチョコ停を防止
輸送機器業界
二輪車製造で国内外に高いシェアを誇る、大手輸送機器メーカー様です。
エンジンユニット製造のご担当者様より、
CNC横型マシニングセンタによるエンジン部品加工時の「着座確認」についてご相談いただきました。
目次
お客様の課題
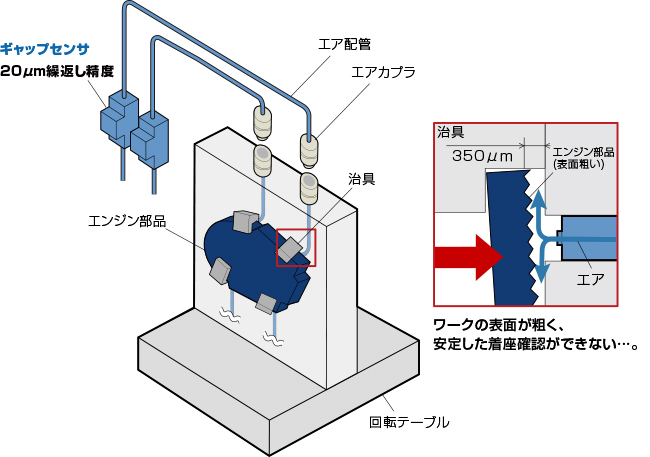
CNC横型マシニングセンタでエンジン部品を加工する際、回転テーブルにワークをチャックし、
「ギャップセンサ」でワークの着座を検出するのですが、センサの繰返し精度が20µmと低く、お困りでした。
エンジン部品は鋳肌で表面が粗く、検出距離が長くなるため、
センサの精度が低いと、着座「OK」の場合も「NG」と判定してしまい、誤検知が多発。
頻発するチョコ停で生産性が低下し、問題となっていました。
ワークの面粗度が大きくても、正確に着座を検出できるセンサをお探しのところ、
展示会で当社の製品を見つけ、お問い合わせいただきました。
課題のポイント
表面の粗い鋳物の着座を確実に検出したい
センサ誤検知によるチョコ停を減らしたい
メトロールのご提案
ワークの「有無検知」に使用される「ギャップセンサ(エアセンサ)」は、繰返し精度が低く、
信号点のバラつきが大きいため、安定した「着座確認」ができません。
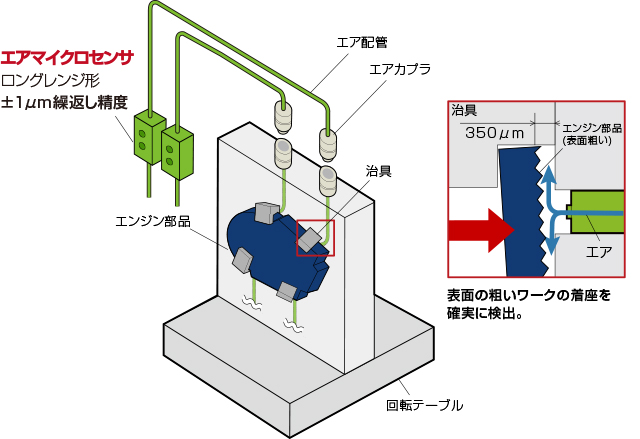
面粗度の大きいワークの着座確認には、80〜350µm長距離検出対応の「エアマイクロセンサ〈ロングレンジ形〉」が最適です。
長い検出距離でも、±5µmの繰返し精度を発揮し、誤検知によるチョコ停を防止。
CNCマシニングセンタの生産性が大幅に向上します。
採用結果
表面の粗い鋳物の着座を、±5µmの繰返し精度で確実に検出
センサ誤検知によるチョコ停がなくなり、生産性が大幅に向上
担当者のコメント
今回ご紹介した「エアマイクロセンサ〈ロングレンジ形〉」は、アルミダイカスト部品や鋳物、砥石など、面粗度の大きなワークの着座確認に多数採用され、生産性向上に貢献しています。
「エアセンサ」や「ギャップセンサ」の精度不良によるチョコ停でお困りのお客様は、是非一度、メトロールまでご相談ください。
本事例でご紹介した製品はこちら

エアマイクロセンサ 〈ロングレンジ形〉
従来の「ギャップセンサ」の常識が覆る!
表面の粗いワークと治具の80〜350µmのスキマを、 ±5µm繰返し精度で安定検出!