20μm以下の隙間を検出し、誤検知による加工不良を防ぐ着座センサとは?

工作機械の自動化が進むにつれ要求精度が上がり、着座確認で次のようなお悩みはありませんか。
・ワークの有無確認ではなく、治具とワークのシビアな密着確認をしたい。
・センサ誤検知による機械ダウンタイムをなくし、生産性を上げたい。
これらの悩みに共通する原因は、ギャップセンサの応答速度の遅さにあります。
メトロールのエア着座センサは、こうした課題を解決します。
・±0.5μmの繰り返し精度で、治具とワークの着座不良を確実に検知。加工不良の発生を防止します。
・工作機械内の設置が可能な防水構造で、配管を短縮。応答速度を上げ、生産性を向上させます。
本記事では、
エア着座センサによるワーク着座確認の課題の解決方法を、実際の改善事例と共にご紹介します。
目次
繰り返し精度の低い従来のギャップセンサを使用するリスクとは?
ギャップスイッチの本来の用途は『密着確認』ではなく『有り無し検知』です。
『有無検知』のギャップスイッチに高精度は不要です。
しかし近年、ワークの小型・精密化やライン自動化により、シビアな加工精度が要求され
『高精度な着座センサ』のニーズが高まっています。
つまり、切粉の噛みこみによる微小な浮き上がりや、ズレが許容されない状況になっているのです。
高精度な着座とは本記事では20μm以下の密着度を指します。
精度の低いギャップセンサのまま、精密着座を行うとどんなリスクがあるのでしょうか?
例)ワークと治具の隙間が15μm以下の時に着座確認OKとしたい場合
繰返し精度の低い従来の着座センサを使用する2つのリスク
《リスク1》
切粉によってワークの浮き上がり距離が20μmであるにもかかわらずOK判定を出すリスクがあり、
加工不良の原因となります。
《リスク2》
浮き上がり距離が15μm以下で着座OKであるにもかかわらず、NG判定を出すリスクがあります。
この場合、担当者がワークの着座面を掃除したり段取り作業が長期化します。
ワークの搬送を自動化している場合では、工作機械のダウンタイムの原因にもなります。
エア着座センサDPAの3大特長
エア着座センサDPAシリーズの従来品とは異なる3つの特長についてご説明します。

特長①:誤検知を防止する繰り返し精度±0.5μm
従来のギャップスイッチでは検知できない『20μm以下の隙間』も確実に検知します。
±0.5μmの繰り返し精度により『20μm以下の隙間』でも誤検出をしません。
従来品は、繰り返し精度が±20μmで信号点のバラつきが大きく、20μm以下の隙間では誤検出のリスクが高い為、加工不良の原因となります。
理由は、ワークが治具に密着していないのにOK信号を出す⇒加工で失敗 となるからです。
スクラップは加工にかけた時間も、材料費もすべて無駄になってしまうので最も避けたい状況の1つです。
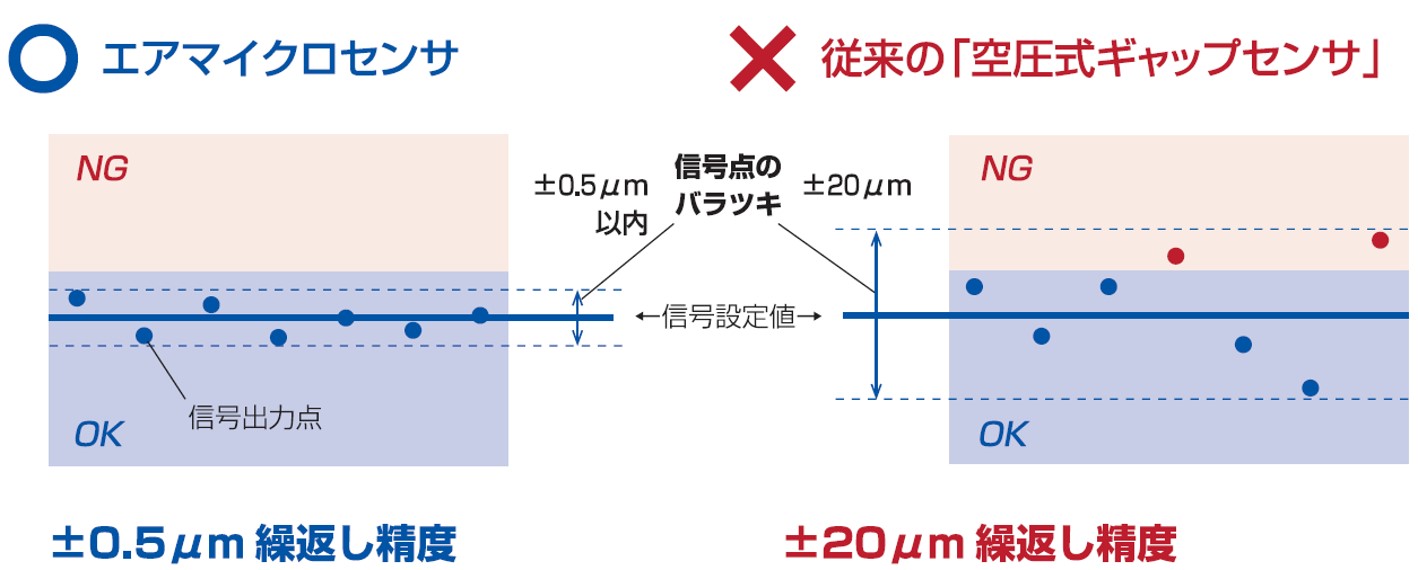
▲エアマイクロセンサと従来品との繰り返し精度の比較
特長②:応答速度を短縮。IP67 のクーラント保護構造
エアマイクロセンサは、クーラントや切粉が飛び散る工作機械内で使用できる防水構造です。
機械内にエアセンサを設置可能で、エアの配管を短縮でき、応答速度が速くなります。
結果、生産性の向上につながります。
| 〇エアマイクロセンサ | ✖ 従来のエアギャップセンサ | |
| 保護等級 | IP67 | IP66 |
| エア配管の長さ | 1.5m(機内) | 12m(機外) |
| 応答速度 | 0.8秒 | 5秒以上 |
特長③:検出距離のしきい値設定が簡単
治具とワークの間に許容公差内のマスタを挟み、マスターセットボタンを1秒長押し。
どなたでも簡単に設定できます。
既存のギャップスイッチのとの置き換えも簡単に行えます。
例)15μmの隙間を検出したい場合
1.シムもしくはマスタを治具とワークの間に挟み、隙間を15μmに調整する。
↓
2.マスターセットボタンを1秒長押しする。
↓
3.本体のLEDが点滅して、マスターセット完了。
検出は、15μm以下でNGの判別で行います。
![]()
改善事例
ハードディスク・ドライブ(HDD)の着座確認
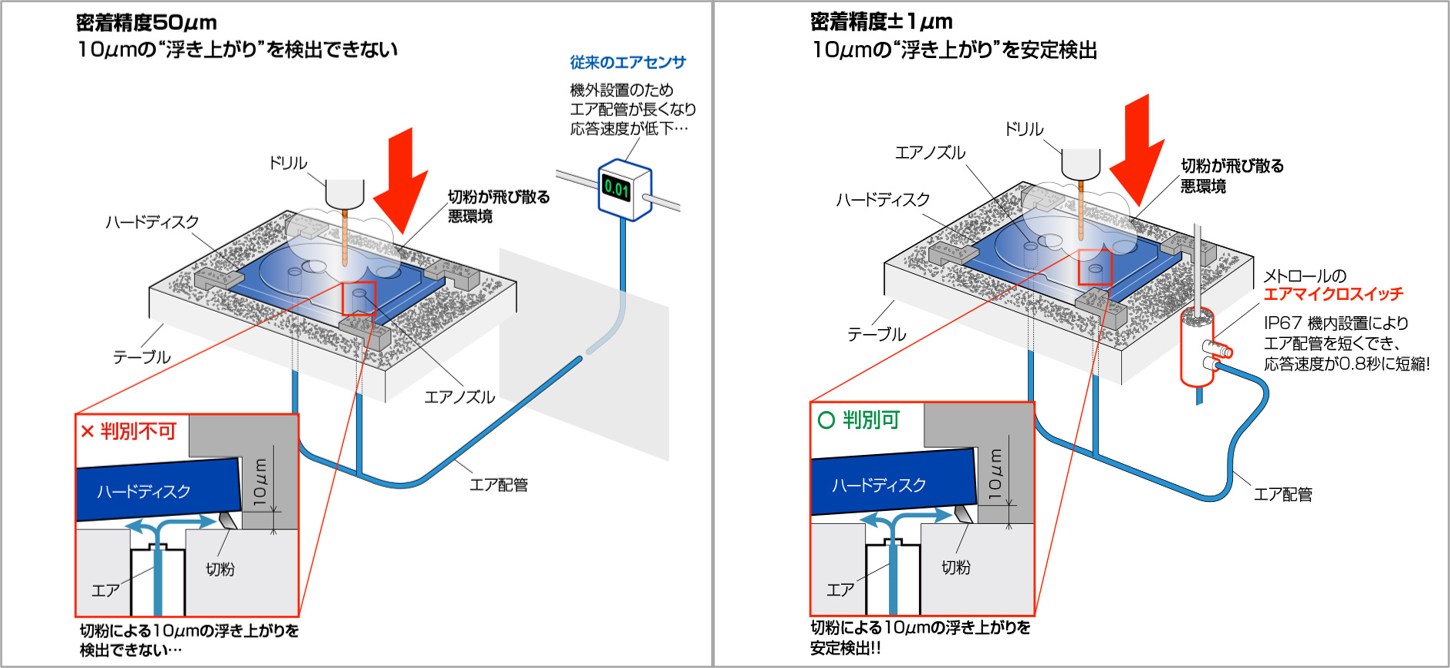
《改善前》
・繰り返し精度±20μmのエアギャップスイッチを、HDD(ハードディスク・ドライブ)の着座確認に使用。
・切粉による10μmの浮き上がりを検知できずに、加工不良が度々発生。
《改善後》
10μmの浮き上がりも確実に検知。
・誤検知率が25%→0.01%まで減少。
応答速度が4倍に向上。
![]()
![]()
マシニングセンタのワーク着座確認
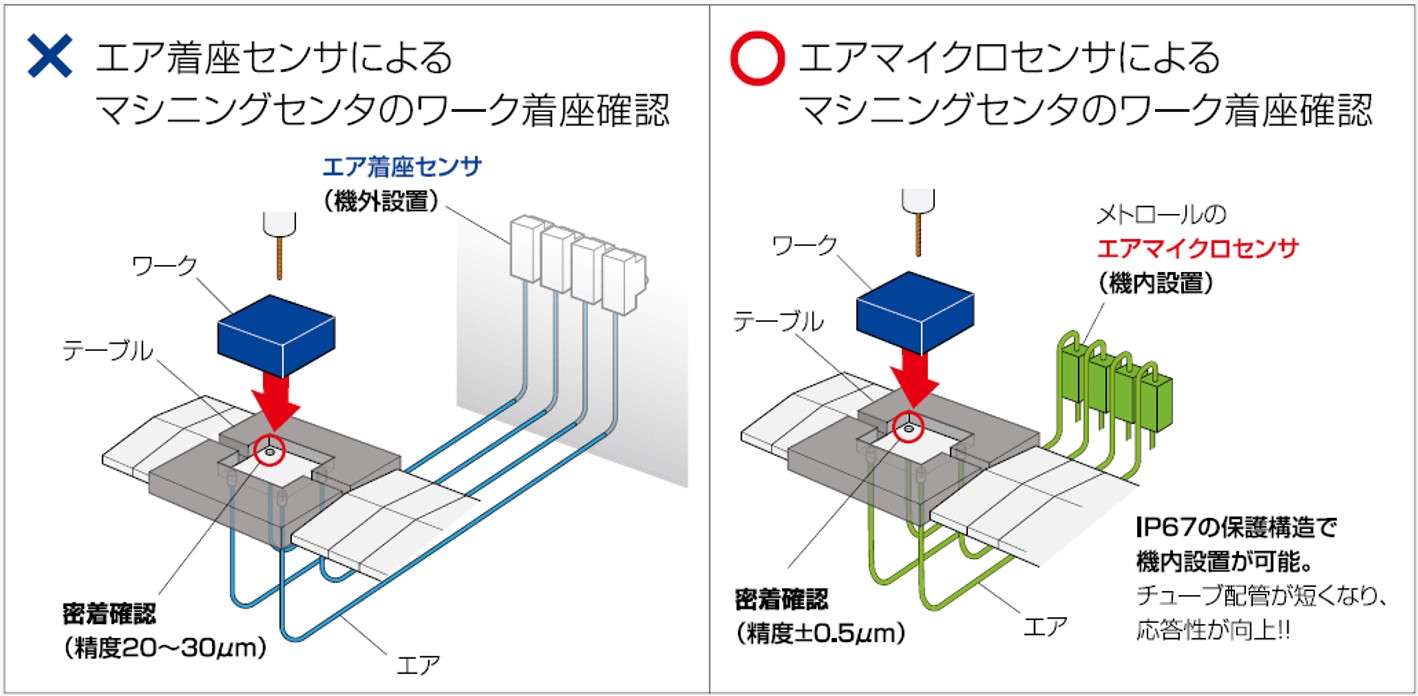
《改善前》
・CNCマシニングセンタでのワークの着座検出にエアギャップスイッチを使用。
・精度が不安定で度々誤検知を起こし、加工不良が多発。
・全数検査が行えないため、客先に出荷後、不良品が見つかりクレームになった。
《改善後》
5μmのワークの浮き上がりも確実に検知。
有無確認ではなく、シビアな着座確認が可能に。
・加工工程での検査で不良品の発生を未然に防止。
コチラ
![]()
![]()
CNC旋盤のワークチャック時の浮き上がり検出
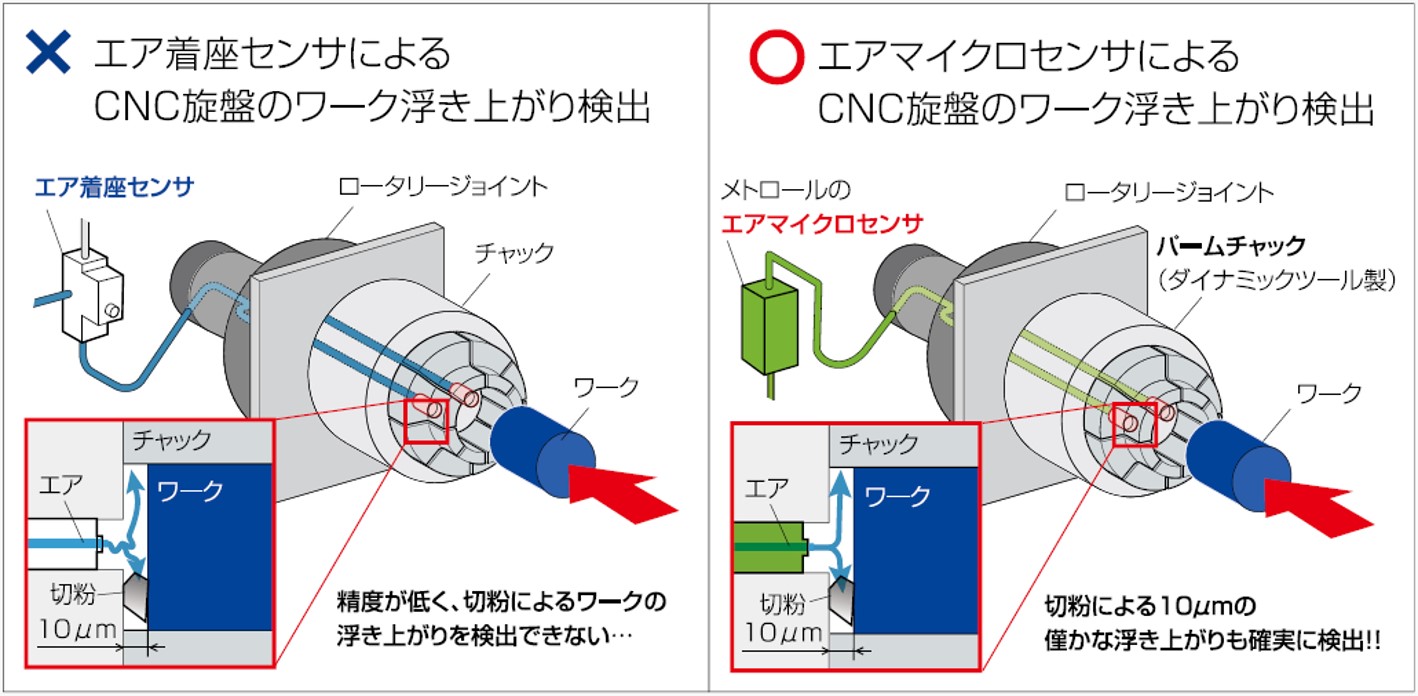
《改善前》
・CNCタレット旋盤のワーク着座確認に、繰り返し精度50μmのエアギャップスイッチを使用。
・切粉の噛み込みでワークが浮き上がり、L寸不良が発生。
《改善後》
切粉の噛み込みも確実に検出。
L寸不良を未然に防止。
既存のエア配管をそのまま流用していただけるため、センサの後付けも簡単です。
コチラ
![]()
![]()
主な仕様
| 本体画像 | ||
| 型式名 | DPA-SR1 (SR:ショートレンジ タイプ) |
DPA-LR1 (LR:ロングレンジ タイプ) |
| 検出距離 | 1~100μm | 80~350μm |
| 繰り返し精度 | ±0.5μm:検出距離 1~60μm ±1μm:検出距離 60~100μm 定格圧力変化±1%以内の時* |
±1μm:検出距離 80~150μm ±3μm:検出距離 150~250μm ±5μm:検出距離 250~350μm 定格圧力変化±1%以内の時* |
| 応答時間 | 0.8秒 * | |
| 電気的応答速度 | 80ms | |
| 保護構造 | IP67 |
*チューブ長1.5m/推奨エアノズル使用時
![]()
《事例》エア着座センサDPA採用実績
◆導入実績
工作機械業界をはじめ、自動車業界、半導体業界、金型業界など、様々な業界でエアマイクロセンサが
採用されています。
株式会社デンソー様と株式会社アドヴィックス様の導入事例と密着インタビューをご覧いただけます。
その他採用事例はコチラ
関連資料のダウンロード
《お問い合わせ》
使用方法に関する質問や、製品のカスタマイズのご要望については、当社のエンジニアから回答させていただきます。
用途、使用環境、検出ワークなどの情報が明確ですと、具体的なご提案ができるかと思います。
オンライン会議も対応しております。
お問い合わせフォームよりご連絡ください。![]()
《エアマイクロセンサ DPAシリーズ の資料について》
資料・カタログについてはこちらのフォームを入力の上、ダウンロードをお願いいたします。![]()
《サンプル無料貸し出し》
評価用のサンプルの貸し出しが可能です。
利用条件や期間などの詳細は、以下無料評価用サンプルお申込みフォームよりご相談ください。