位置決めピンとは?種類や選定方法、現場から見たポイント
位置決めピンは、機械部品の位置決め(位置合わせ)に用いられる部品であり、部品同士を組み立てる際に正確な位置関係を確保するために使用されます。
本記事では、位置決めピンの種類や選定のポイント、そしてよくある問題と対処法を解説します。
目次
位置決めピンとは?

位置決めピンは、治具上で加工対象のワーク(部品や素材)を正確な位置に位置決めし、安定して保持するための部品です。
治具や組立工程においてワークの穴や溝に差し込んで位置を合わせるための円柱状のピンで、単体でも、ブッシュ(スリーブ)と組み合わせても使用されます。
位置決めピンの役割
位置決めピンは以下のような役割を担っています。
- 正確な位置決めと固定
ワークを所定の位置に正確に配置し、安定して保持することで、加工や組立時の位置ずれを防止します。
高精度な位置決めピンと精密に仕上げられた穴の組み合わせにより、ミクロン単位の繰り返し精度も実現可能です。
- 加工・組立の品質と再現性の向上
毎回同じ位置にワークを固定することで加工の一貫性を確保します。製品品質のばらつきが減少し、製造現場での加工精度と再現性の高い組立が実現します。
位置決めピンは、工作物の穴に対して挿入されることでワークの位置決めをガイドし、確実に所定の位置で保持します。
この役割により、加工や組立時の位置ずれや誤差を減らし、製品の品質を安定させることができます。
位置決めピンはなぜ重要なのか?
位置決めピンは加工精度の向上以外にも、段取り時間の短縮や、作業者の安全性にも寄与します。その重要性は以下のように整理できます。
加工精度と一貫性の向上
前述した通り、位置決めピンを使用する最大の理由は、加工や組立の再現性を高め、ばらつきを減らすことです。毎回決まった位置にワークをセットできるため、人為的な位置合わせミスが減り、不良や手直しの発生を抑制できます。
工程安定性と効率
位置決めピンは、ワークの位置決めを素早く確実に行えるため、段取り時間の短縮やスループットの向上にも寄与します。
作業者が目測で位置合わせする必要がなく、ピンと穴のガイドによって半自動的に正しい位置にセットできるため、作業効率が向上しヒューマンエラーも削減されます。
また、ピンによる固定でワークが所定位置にしっかり固定されることで、加工中の振動や切削抵抗によるズレが防止され、安定した加工プロセスを実現します。
安全性への寄与
位置決めピンを用いた治具は、作業者の安全確保にもメリットをもたらします。
ワークが確実に固定・支持されていれば、加工中に部品が想定外に動いたり外れたりするリスクが減少します。
例えば、高速で回転する工具で加工する際にワークがずれてしまうと、工具の破損やワークの飛散による事故につながりかねません。
位置決めピンで正しく位置決め・固定された治具は、工具の進行をガイドしつつ部品を保持するため、加工中の部品の移動や脱落を防止し、事故や怪我のリスクを低減します。


位置決めピンの種類
位置決めピンには用途に応じて様々な種類や形状があります。代表的なピンの種類とその特徴は以下のとおりです。
ストレートピン

最も基本的な位置決めピンで、真っ直ぐな円柱状のピンです。シンプルな構造ゆえに汎用性が高く、高精度が要求されない位置決めや、軽荷重下での位置決めによく使われます。
多くは治具に直接圧入して固定され、短〜中ロットの製造治具で「仮固定用」として利用されます。
構造が単純である反面、抜き差しによる摩耗や、長期間の使用で緩みが生じた場合には交換が難しい(圧入のため)ため、主にピンの交換を前提としない用途に適しています。
テーパーピン
軸方向に向かってわずかに先細り(テーパー)形状になっているピンです。ピン全長にわたって直径が変化することで、対応するテーパ穴に打ち込む(圧入する)と隙間なく嵌合し強力に固定される仕組みです。
例えば機械の部品同士の精密な合わせ穴にテーパーピンを差し込み、ハンマーなどで打ち込むことで穴の位置ズレを矯正しながら確実に位置合わせできます。
一度締結するとずれにくく緩み防止効果も高いため、工作機械の部品や金型の位置決めなど、高いせん断強度と位置再現性が求められる場面で使われます。
取り外し時には細い端にねじを切ったタイプが多く、ねじに工具を掛けて引き抜くことで容易に取り外しできるよう配慮されています。
段付きピン

ピン本体に段差(肩部)が設けられたタイプで、肩の部分がワークや部品の基準面に当たってストッパーの役割を果たします。
例えば穴に挿入した際、肩が適切な深さで止まるため、ピンが深く差し込みすぎたり貫通しすぎたりしません。
また肩部があることで荷重を肩で受け止められるため、重いワークを支える用途にも適しています。
段付きピンは、一般的な平行ピンに比べて構造が複雑ですが、その分位置決めと支持を兼ねた機能を持ち、重量物の位置決めや精度維持に向いています。
球面ピン

ピンの先端が球状になっているか、あるいは丸みを帯びた形になっている位置決めピンです。
先端が丸いことで、ワークの穴にピンを挿入する際に穴の位置や角度が多少ずれていてもスムーズに誘導され、嵌合が容易です。
特に、ワークの穴とピン軸が完全に直角でなかったり、ピンを押し込む方向が微妙に斜めになってしまった場合でも、球面形状のおかげで穴の縁に引っ掛からず噛み込みが起こりにくいという利点があります。
このため、繰り返しの着脱が頻繁な位置決めや、手作業で素早くワークをセットしたい治具に適しています。
ダイヤピン

先端がひし形に削られた特殊な形状の位置決めピンです。ダイヤモンドピンとも呼ばれ、4つの平坦な面を先端に持つことで、ある特定の方向(軸)にのみ接触して位置決めを行うように作られています。
このピン単体では通常の丸ピンと同様に穴に挿入できますが、真価を発揮するのはもう一方の丸ピンと組み合わせて使用する場合です。
治具設計では、一つの穴には丸い位置決めピンを立ててX・Y二方向の位置を拘束し、もう一つの穴にはダイヤピンを立ててもう一方向(回転方向)だけ拘束する、といった使い方をします。
これにより、二本の丸ピンで起こりがちな「拘束の重複による嵌合不良(芯ズレや干渉)」を避けることができます。
スプリングピン

ばね鋼製で弾性を持つ中空のピンで、スプリットピンとも呼ばれます。
ピン自体がバネのように径方向に圧縮変形できるため、対応する穴に挿入すると穴壁に張力を及ぼして自己保持します。
この自己保持力により、振動環境下でも抜けにくく、固定具や接合用のピンとしても使われます。
位置決め用途では、球面やテーパーの位置決めピンほどの高精度は望めないものの、取付や交換が容易でコストも低いことから、仮固定や組立補助などに利用されます。
例えば、二つの部品を組み立てる際に穴同士を仮合わせする位置決め兼用の接続ピンとしてスプリングピンを使用し、その後ボルトで本締めする、といった工程によく見られます。

位置決めピンの選定と設計
位置決めピンを選定・設計する際には、用途に応じて様々な要素を考慮する必要があります。
位置決め公差とクリアランス
ピンと対応穴の寸法公差の設定は、位置決めの精度と作業性のバランスを決定づけます。
一般に、一方の基準ピンは穴に対してクリアランスの小さい精密なはめあい(例えばH7穴にg6相当のピンなど)とし、もう一方のピン(ダイヤピンや浮動ピンなど)は一方向に余裕を持たせたクリアランスとします。
これにより、二本のピンによる過剰拘束を避けつつ高精度な位置決めが可能となります。
また、手動でのセットが中心の治具では導入を大きく(先端テーパー角を大きめに)とって作業性を高め、重量物や自動機でのセットではタイトな公差でもスムーズに入るよう適度なすき間を設ける、といった工夫も重要です。
例えば、自動機にワークを位置決めする場合、ピン先端のテーパー角は10〜30度程度の浅めの角度としてガイド効果を高め、ピンと穴のクリアランスも若干大きめに設定して、芯ずれによる干渉を防止します。
一方、人手で治具に軽いワークを載せる場合は、60度程度の鋭角なリードで素早く位置決めできるようにするなど、状況に応じた公差設計が求められます。
材料と熱処理
位置決めピンは、その役割上硬度と靭性に優れた材料で作られることが多いです。
一般的には焼入れ研磨済みの工具鋼や合金鋼が用いられ、これらは高硬度で摩耗に強い反面、未処理鋼に比べると脆さが増す傾向があります。
耐食性が必要な環境(例えば洗浄工程を経る治具や屋外での使用)ではステンレス鋼製のピンが使われます。ステンレスは錆びにくく強度も高い一方でコスト高ではありますが、製造ラインのクリーン度維持やメンテナンス頻度低減の観点から選択されます。
また、軽負荷で頻繁に交換するような用途ではアルミや真鍮製のピンも使われます。アルミは軽量で加工しやすく耐酸化性もありますが重負荷には向かず、真鍮は耐食性に優れ適度な強度を持つものの高温下では軟化しやすいといった特性があります。
いずれにせよ、使用環境や要求寿命に見合った材質選定と必要に応じた熱処理(焼入れ・焼戻し等)によって、摩耗や変形に強いピンとすることが重要です。
取り外しやすさと安全対策
位置決めピンのメンテナンスやリセット作業を円滑に行える設計も大切です。
圧入ピンを用いる場合、ピン抜き穴(ピンの反対側からポンチ等で叩いて押し出せる穴)を設けておくと、ピン交換が容易になります。
また、ピンに内ねじ(タップ穴)が切ってある引き抜きピンも市販されており、ねじ込み式のスライドハンマーなどで安全に抜き取ることが可能です。
着脱式ピンでは、ピン自体に取っ手(L字型やT字型のグリップ)が付いたものもあり、工具不要で素早く抜き差しできます。
このように、ピンの抜け落ちや紛失を防止し、必要時には確実に取り外せる設計上の配慮が安全作業や保全性の向上につながります。
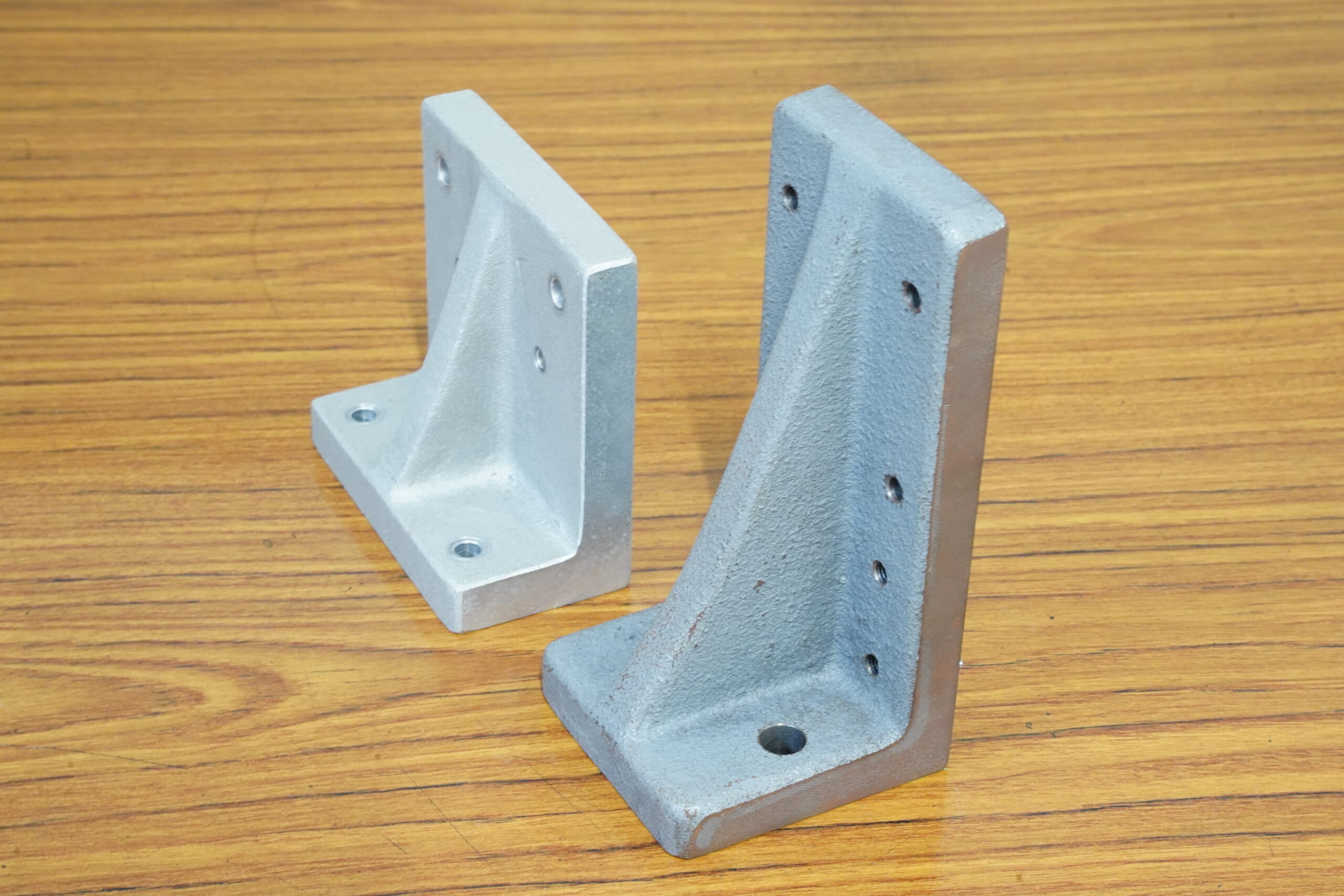
位置決めピンを使った加工治具設計の注意点
大量生産品や特殊な形状の加工を位置決めピンを使用した専用治具でおこなうことで、経験の浅い作業者でも高精度かつ高品質な加工ができるようになり、特定の作業の属人化を最小限にしている現場が増えています。
複雑な形状の位置合わせや、寸法精度の高い製品の加工では、バイスを使用するよりも位置決めピンを使用した治具を活用したほうが格段に作業性が上がるため、省力化や加工の時間短縮が可能です。
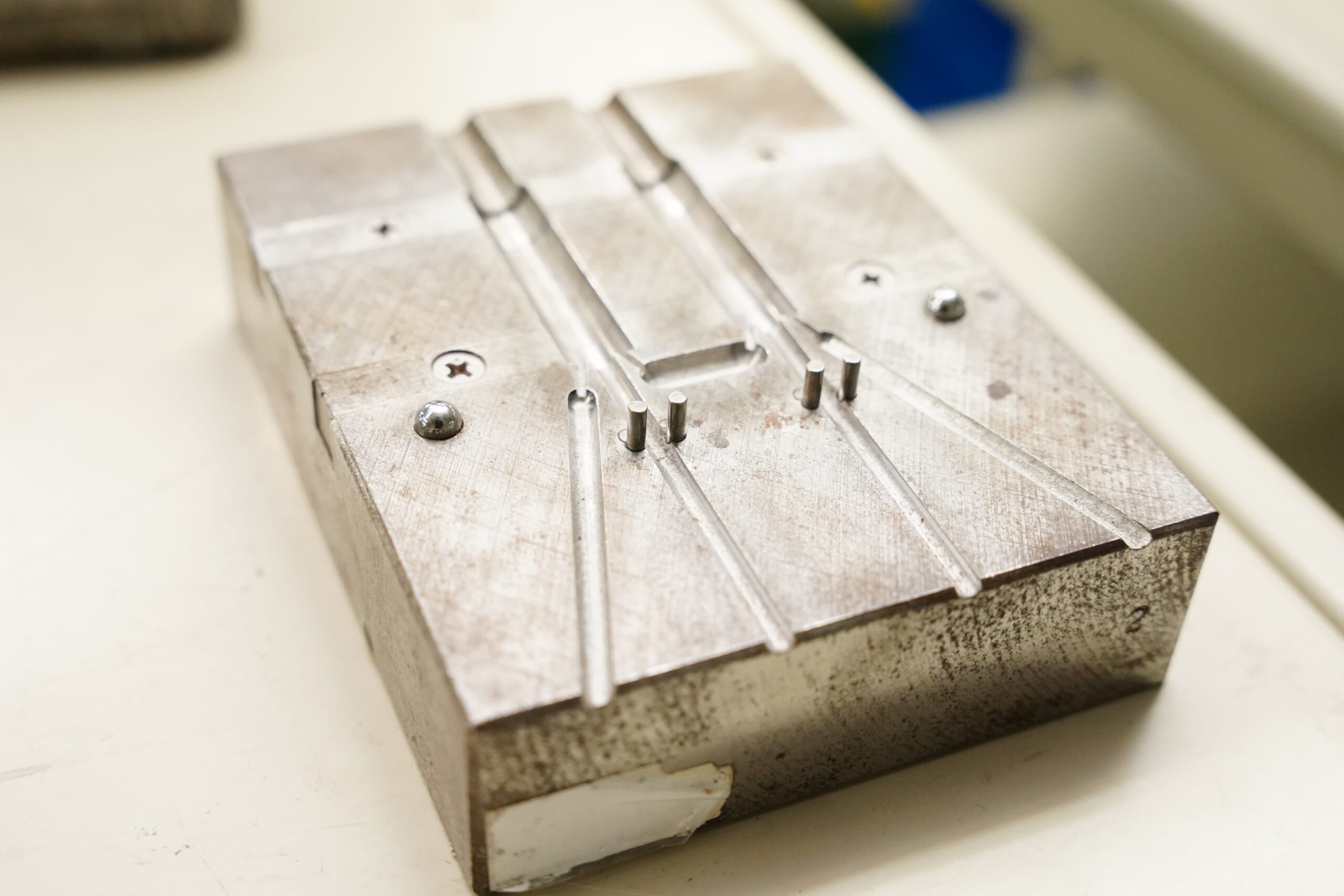
治具の設計時は、ワークを安全かつ正確に取り付けられるようにピンの位置を決めることも重要ですが、加工する箇所や使用する工具に干渉しないようピンの突き出し長さを考慮した治具設計も重要なポイントとなります。
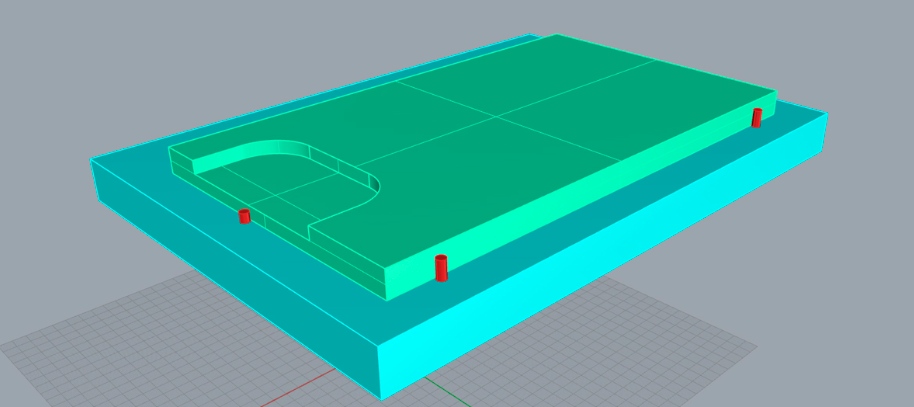
上の図の左側のような段差を加工する場合、加工箇所にピンが干渉しないようにピンの突き出し長さを浅くしておくのも、ひとつの方法です。
加工する箇所から遠ざけてピンを取り付ける方法もありますが、ワークを固定するクランプのネジ穴などに干渉してしまう可能性や、クランプ位置の影響による剛性の弱さから加工面のビビリが発生するかもしれません。
上の図のようにピンの突き出し長さを変えることで、ワークの角をクランプすることができるようになり、ワークの取り付けも安定するでしょう。
現場から見る、位置決めピンの設計や使い方のポイント
現場業務から見た位置決めピンに関する3つのポイントを紹介します。
ピン穴の加工精度を高めるには

位置決めピンを入れる穴の加工は、穴の径の精度だけでなく穴の位置精度も重要になってきます。
近年では、マシニングセンタなどの数値制御装置を使用して位置決めピンの穴を加工するのが主流になっていますが、単にセンタリング→下穴加工→面取り加工→リーマー加工の方法では意図した位置精度は出ません。
そのため、センタリング→下穴加工→エンドミル加工→面取り加工→リーマー加工の手順で加工をおこないますが、使用する機械の経年劣化などにより微妙な位置ずれが生じることがあります。
最新の機械ではボールねじとボールナットの間に予圧がかかるようになっており、バックラッシュはほとんど発生しない構造になっていますが、バックラッシュ補正などの機能を活用して位置ずれを最小限にする方法も有効です。
何らかの理由でバックラッシュ補正が使えない場合は、「必ず右から左・奥から手前へ加工する」などのルールを決めておき、ボールねじの駆動方向を一定にすることでバックラッシュによる位置ズレ・穴ピッチ不良を可能な限り抑えられるでしょう。
大型部品同士は解体時の作業性や安全性も考慮する

大型で重量のある部品同士の組み立てでは、解体する時やメンテナンス時の作業性を考慮した設計をすることで、作業者の安全性や組み立ての再現性が高まります。
組み立て作業時にクレーンなどを使用するような大型の部品の場合は、位置決めピンと穴を合わせやすいように重量バランスを考えた吊りボルト(アイボルトなど)の位置を考慮することも重要なポイントです。
設計時にバランスを考えた吊り位置(ネジ穴)を決めておけば、組み立て時に製品が傾き「位置決めピンに合わせにくい」などの問題が解消され、作業性が高まります。
また、位置決めピンを使用した組み立て部品は、メンテナンスのときに解体しにくいことが多く、場合によってはコストや労力が大きくなりがちです。
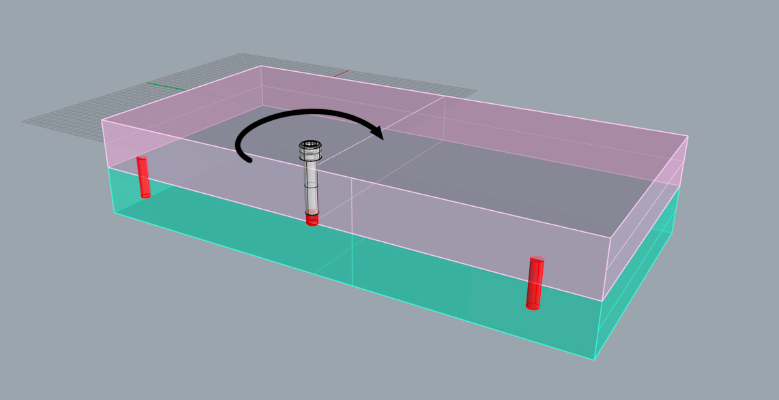
上の図のように、設計時に解体用のネジ穴を追加し、部品の解体が必要なときにそのネジ穴にボルトを挿入してジャッキアップするようにすれば、油などで固着していても解体しやすくなります。
このとき、ボルトの先端に樹脂やゴムなどのクッションが付いたものを使用すると、ジャッキアップの土台になる面の損傷を防ぐことが可能です。
難しい場合は、傷が付いても問題ない部分にジャッキアップ用のネジ穴を付けるようにしてください。
イケール治具で位置決めピンを使用するときの注意点
横型や5軸同時制御のマシニングセンタなどで使用するイケール治具(工作物を固定したり、直角を保持するための治具)で位置決めピンを使用する場合は、可能な限り引き抜き用のネジ穴があるものを使用してください。
イケールは肉厚が大きく、使用する機械のサイズによってはかなり大型になります。そのため、位置決めピン穴が損傷しイケールそのものが使用不能になると、それに伴う損害の大きさ(金額や生産性)は桁違いに大きくなります。
ピン穴の損傷を防ぐためには、位置決めピンのメンテナンスや交換時に可能な限り穴に負担がかからない方法を選択できるようにしておきましょう。
イケールは、機械に搭載すると同時に切削加工をおこない面粗度や角度・位置精度が出ている状態である場合が多いため、なるべく機械から降ろさず位置決めピンの交換やメンテナンスができるようにしておくのがおすすめです。
メトロールの高精度な位置決めセンサとは?
位置決めピンは治具とワークを合わせ込む最も基本的な方法として広く使われていますが、摩耗による精度低下や交換の手間は避けられません。
メトロールの位置決めセンサを使えば、ミクロンレベルの高い繰り返し精度で安定した位置決めを実現できます。
高精度位置決めタッチスイッチ(位置決めセンサ)

接触式の高精度スイッチで、工作機械やロボット、治具などの位置決めやワーク有無検出に用いられます。最大繰返し精度0.5µmと極めて高精度で、IP67の防水防塵性能を備え、悪環境下でも安定動作します。200種類以上の標準モデルがあり、狭所対応、高温対応、真空対応、低接触力タイプなどバリエーションが豊富です。
ツールセッタ(工具長測定センサ)

CNC工作機械や産業用ロボットに搭載し、工具長の測定や原点位置出し、工具折損検知などに使用される接触式センサです。工具の長さや摩耗、熱変位を機内で自動測定・補正することで加工不良を防止し、段取り時間を大幅短縮します。世界74ヵ国で50万台以上の出荷実績があるメトロールのベストセラー製品です。
タッチプローブ(機上測定プローブ)

工作機械やロボットに搭載し、加工前のワーク位置決め(芯出し)や加工後の寸法測定を自動で行う機内計測用の接触式プローブです。繰返し精度1µmでワークの基準出し・寸法検査を自動化し、熟練者の手作業を置き換えることで段取り時間短縮や加工不良防止に貢献します。有線式と無線式(ワイヤレス)のモデルがあり、5軸加工機やロボットへの後付けニーズにも応えています。
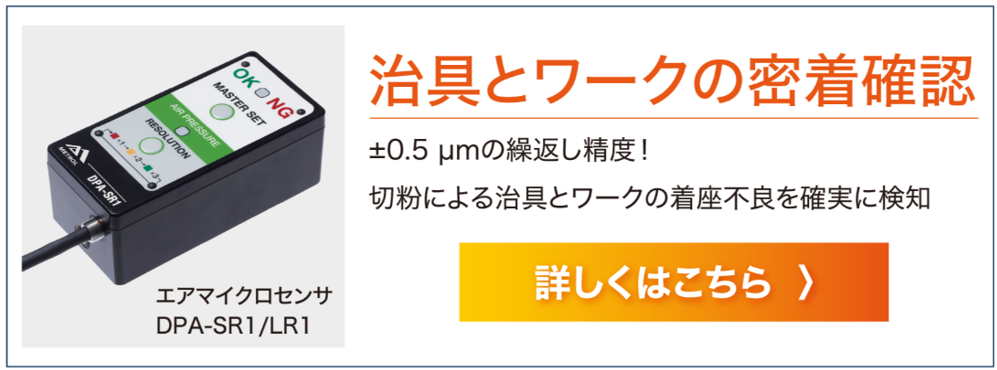
エアマイクロセンサ(空圧式センサ)

空気圧を利用した非接触センサで、ワークの着座状態を数ミクロン精度で検出できます。従来は困難だった10µm以下の隙間(「浮き」)を±0.5µmの繰返し精度で検知し、ワークと治具の密着不良による加工不良や設備のダウンタイムの発生を防止します。半導体製造プロセスや精密部品のクランプ工程、研削盤の砥石位置合わせなどで活用され、国際標準のIO-Link通信にも対応したスマートセンサです。
関連記事
【保存版】位置決め タッチスイッチの選び方と用語を徹底解説!
『位置決めタッチスイッチ』は、検出体に触れることでON/OFF信号を出力する接触式のセンサです。最も多く使われている用途は、検出体の着座確認や位置決めです。用途ではリミットスイッチやマイクロスイッチと似ていますが、精度・耐久性の面で大きく異なり悪環境下でも取り付けが可能です。
スイッチの種類によって動作方法、動作する位置、動作の動き、動作に必要な力が異なります。本記事では、タッチスイッチの選定に役立つ基本的な構造と用語について解説します。

治具とは?種類や特徴についてわかりやすく解説
製造や加工の現場で部品を固定したり位置決めを行ったりする「治具」について解説します。
1・使用のメリット
2・種類
3・加工例
4・制作の流れ
5・治具と工具の違い
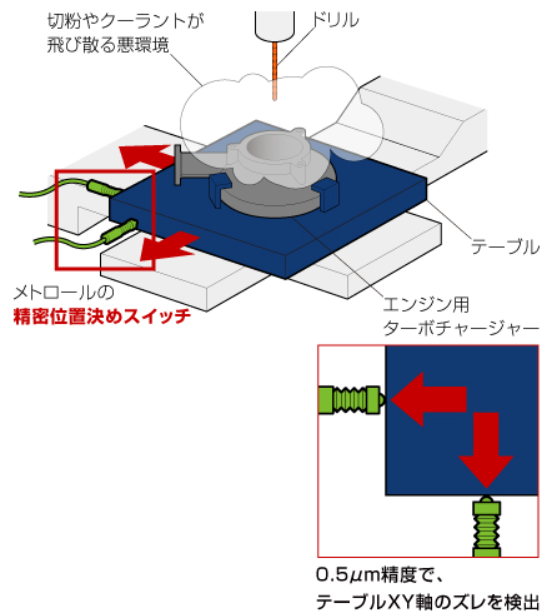
加工テーブルXY軸のズレを、0.5μm繰返し精度で検出
タッピングセンタでエンジン用ターボチャージャーを加工する際、加工テーブルの僅かなズレが、ターボチャージャーの品質に影響するため、悪環境下でも精度の高い位置決めができるセンサをお探しでした。
メトロールの「精密位置決めスイッチ」は、耐クーラント性の高いフッ素ゴムを採用した、密閉構造の接触式スイッチ。
切粉やクーラントが飛び散る工作機械の悪環境下でも、加工テーブルに直接接触し安定検知。0.5μmの繰返し精度で、ターボチャージャーの高精度加工が実現します。