【業界初】研削盤の回転砥石の位置決め自動化を徹底解説!
研削盤メーカー、ユーザの皆さん、以下ような課題をお持ちではありませんか?
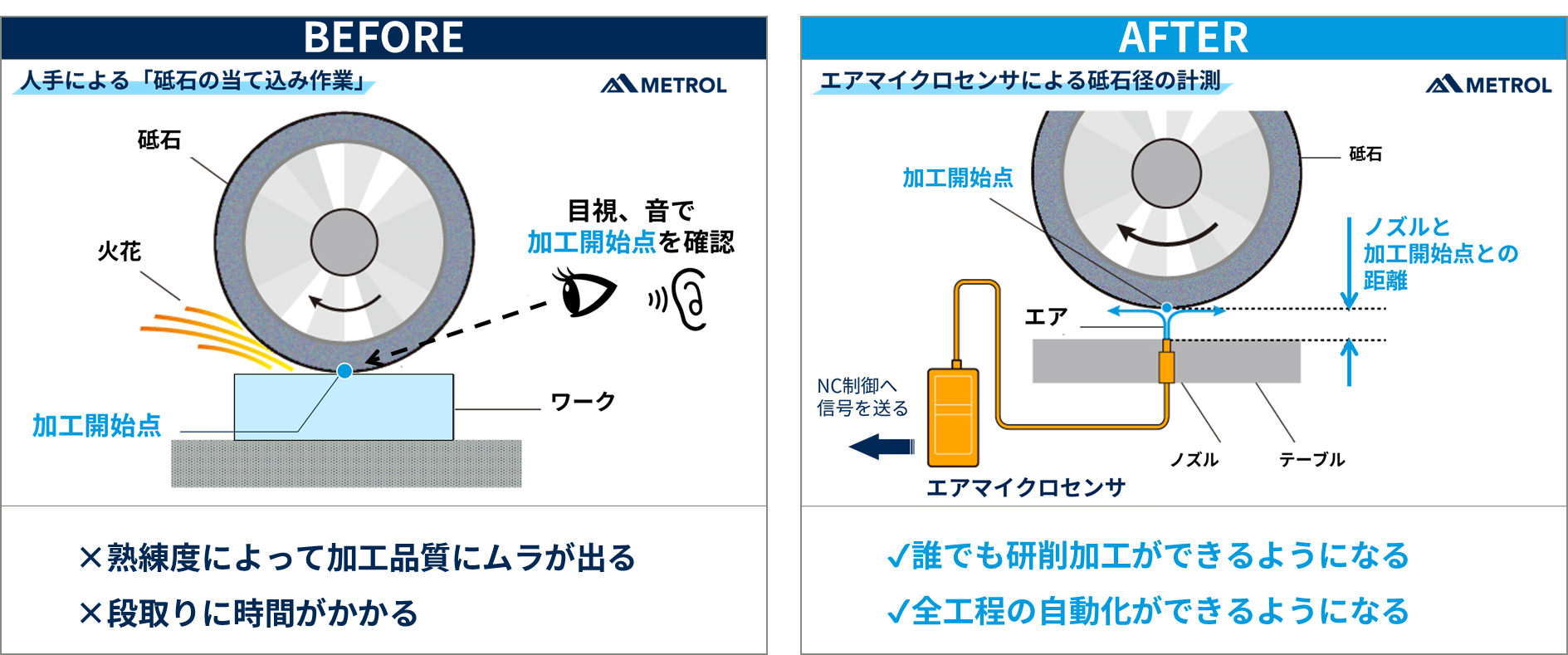
- 手動で砥石をワークに当てて、火花を見て/音を聞いて加工開始点を確認していて時間がかかる/危険が伴う
- ベテランと新人で、砥石の当て込み作業の品質バラつきを標準化できない
- AEセンサを使っているが、精度が安定しない
NC平面研削盤は、工作機械の中でもワークの寸法を確定させる高精度な加工が求められます。
そのため、NC化されても自動化の難易度が高く、人手不足の現場で多くのユーザが課題を抱えています。
本記事ではメトロールのエアマイクロセンサを使ってNC平面研削盤を完全自動化へつなげる、業界初の取組みを徹底解説します。
●本記事をまとめると
- 人手による「砥石の当て込み作業」のリスクを解説
- エアマイクロセンサを使った「回転砥石の当て込み作業」の自動化方法がわかる
- NC研削盤の完全自動化の事例がわかる
目次
課題:NC平面研削盤の「砥石の当て込み作業」とは?
通常、NC研削盤でワークを加工する際には以下の2つの段取り作業が欠かせません。
- 砥石の加工開始点の割り出し
- ワークの原点出し
一般的に、砥石の加工開始点(=砥石の径)を割り出す作業は「砥石の当て込み作業」と呼ばれます。
この「砥石の当て込み作業」が難易度が高く課題となっています。
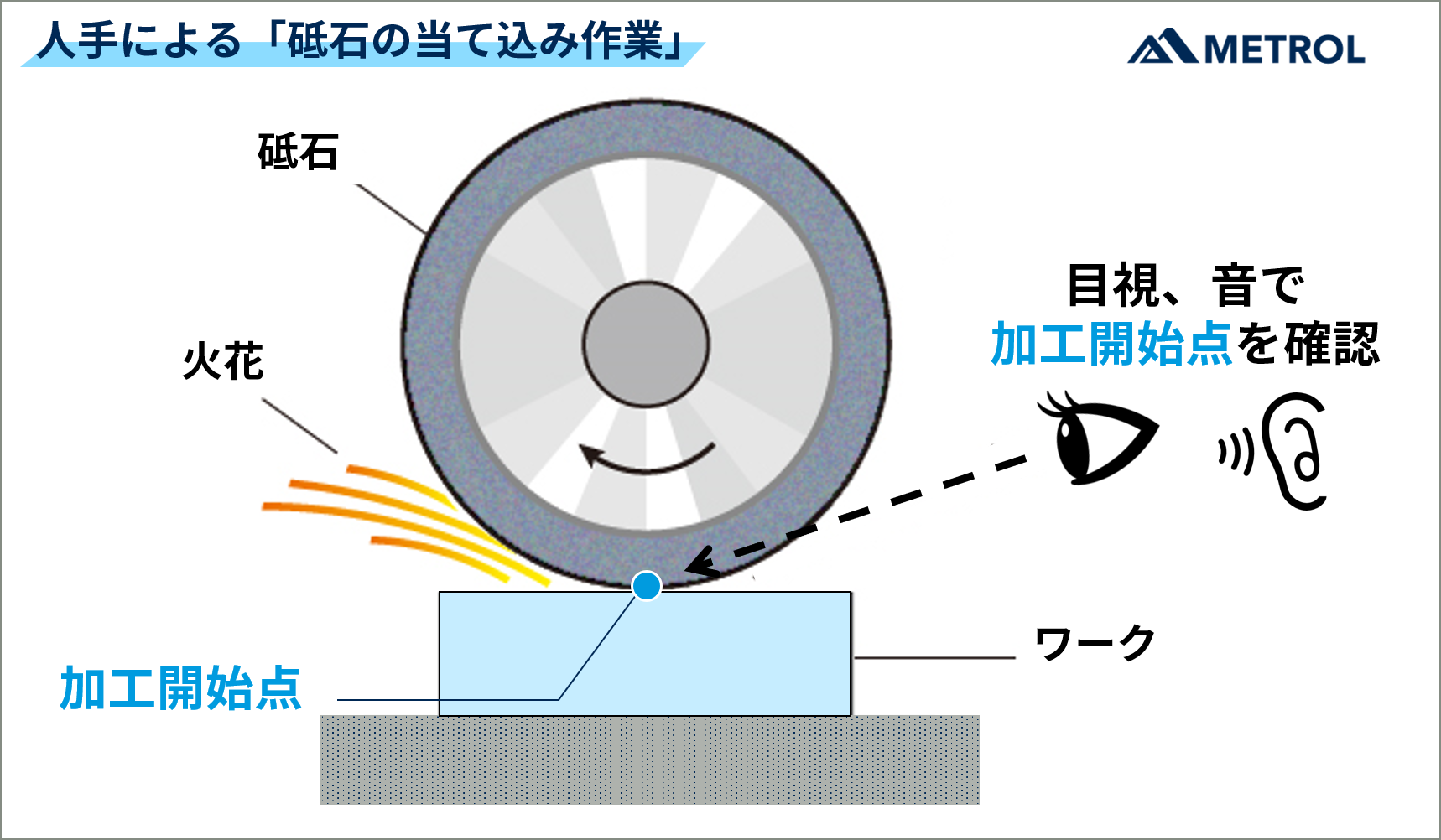
「砥石の当て込み作業」 のやり方
一般的なやり方は、まず回転中の砥石を手動でゆっくりとワーク表面にアプローチさせ、接触させます。
この時、砥石がワークに接触した際に
- 火花を見る
- 音を聞く
などをすることで作業者は「加工開始点」を割り出すことができます。
砥石の加工点は熱変位や砥石の摩耗具合で刻々とズレるため、定期的に「当て込み作業」を行いながら加工開始点を補正する必要があります。
マメ知識:「砥石の当て込み作業」ってどこでもやってるの?
2021年に開催された展示会メカトロテック2021でNC研削盤ユーザにヒアリングを行ったところ、30社のうち24社がこの「当て込み作業」を行っており、残り6社はAEセンサを使用していました。
会社によっては、ワークにペンでマーカーを引き、削ってマーカーが消えた位置をゼロ点にする、という方法もあるようです。
次に、この「砥石の当て込み作業」が抱えるリスクを解説します。
NC平面研削盤における「砥石の当て込み作業」のリスクとは?
前項で解説した「砥石の当て込み作業」は次のような課題やリスクを抱えています。
- 当て込み作業のたびに人手がはいり、全自動化ができない
- 危険が伴う。砥石をワークにぶつけて事故に繋がるリスクがある
- 新人と熟練者では加工精度や工数が安定しない
- 直接砥石をワークに当てるため、ドレス直後の砥石やワークが傷つく
こうした属人的な課題や技能習得は、解決に時間がかかります。
持続可能で安全な生産体制を築くためには、技能の標準化・自動化による解決が必要です。
NC平面研削盤の「砥石の当て込み作業」の自動化とは?
メトロールでは、属人化している「砥石の当て込み作業」の自動化を研削盤メーカーと共同研究し、当社のエアマイクロセンサを用いた方法で実現しました。
はじめに「エアマイクロセンサとは?」という方向けにセンサの測定原理を解説します。

NC平面研削盤を自動化する「エアマイクロセンサ」とは?
エアマイクロセンサは一言で説明すると、「空気(エアノズル)を使って、対象物との距離がしきい値よりも近いかどうかをOK/NGで判定する高精度位置決めセンサ」です。
検出の手順は
・センサにはあらかじめOK/NGの基準となる「距離のしきい値※2」を登録する
・対象物とエアノズルの距離がしきい値よりも近いか離れているかを高精度に判定する
という2ステップです。
※2:しきい値とは?
引用:化学辞典 第2版「しきい値」の解説
一般に,ある現象を起こさせるために,系に加えなければならない物理量の最小値
解説:エアマイクロセンサの使用事例
エアマイクロセンサの使い方を「ワークの有り無し確認」を事例に解説します。
例)センサのしきい値=10μmで設定した場合の手順
- 手順1:あらかじめ「距離のしきい値を10μm」とセンサに登録する
- 手順2:ノズルにワークを近づけて有無を検出する(図2参照)
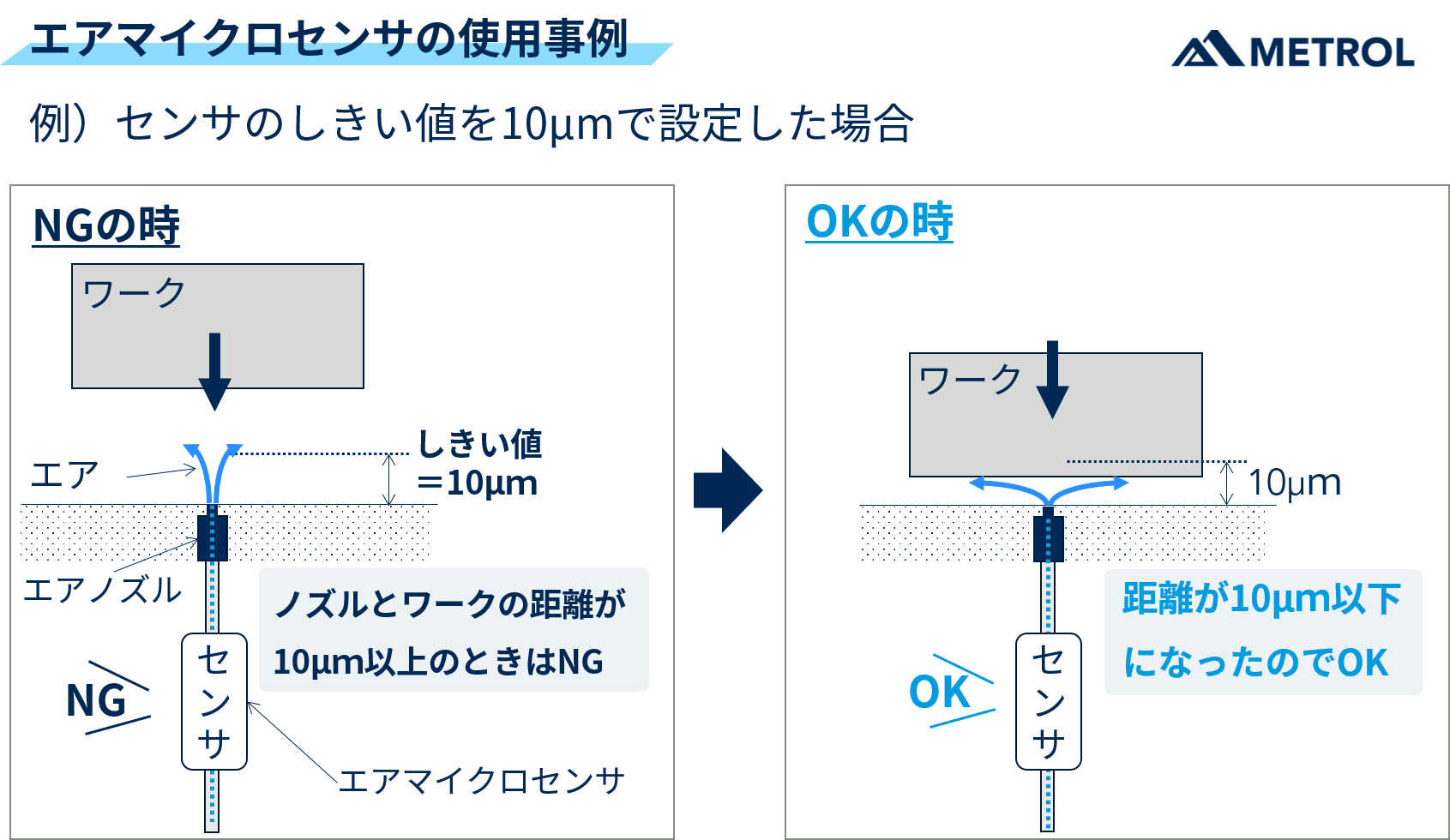
ワークとノズルの間の距離がしきい値(=10µm)以上離れているとき→ NG信号を出力します。(左図)
ワークとノズルの距離が10μm以下になるまで近づく→ OK信号に切り替わります。(右図)
マメ知識:なぜエアで距離が検出できるの?センサの検出原理とは?
エアノズルから供給されるエアの流量・背圧の変化をセンサが検出しOK/NGの判定を行っています。
ノズルにワークが近づくと、ノズル(穴)がふさがれ、供給されるエアが制限されます。その結果、センサ内の圧力が変化します。微小な背圧の変化を利用して対象物との距離を検出しています。
センサを用いたNC平面研削盤の自動化方法を解説
ここから本題である、「砥石の当て込み作業」の 自動化方法をイラストと写真を使って解説します。
NC平面研削盤での検出対象はワークではなく「回転砥石」です。
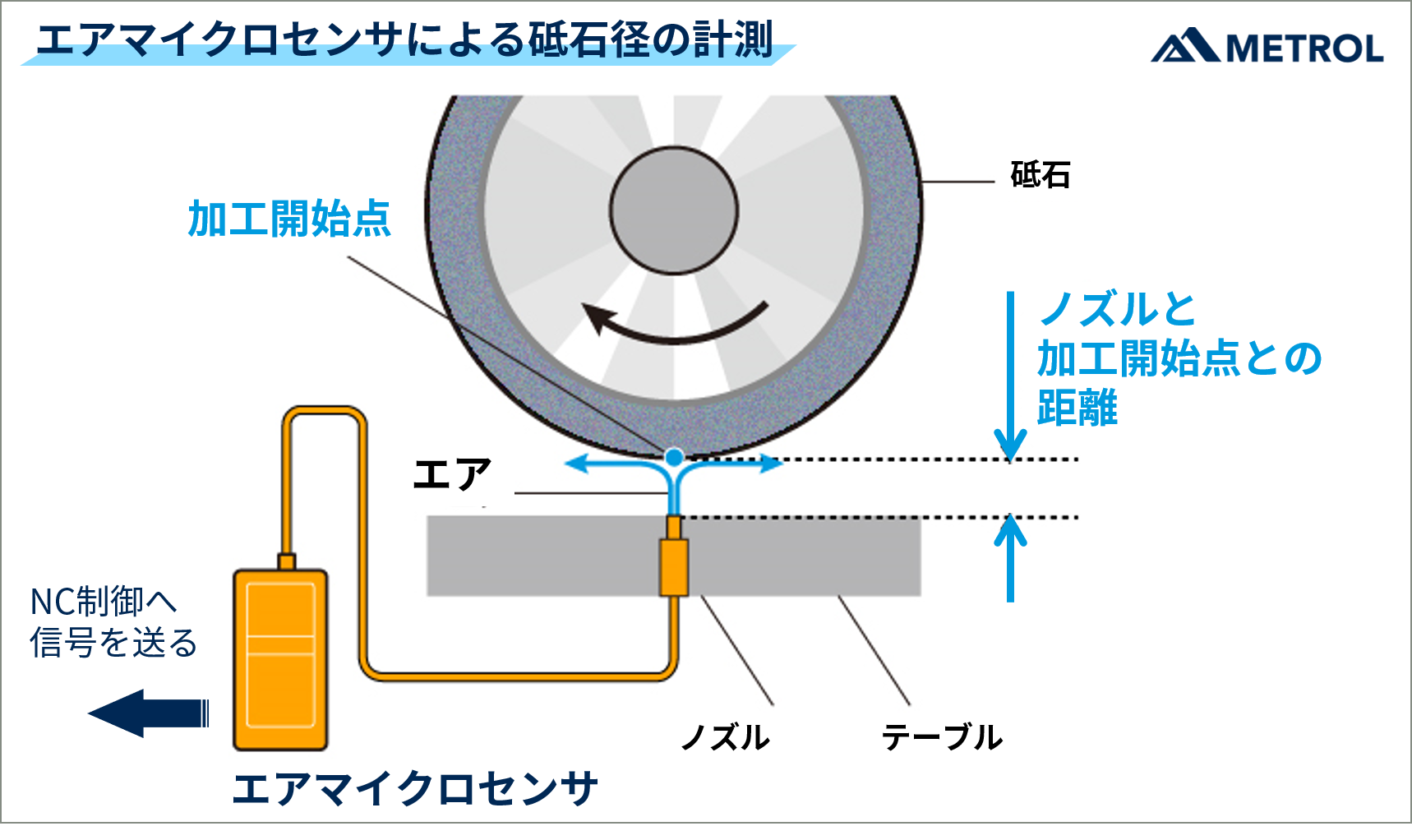
イラスト解説:エアセンサを用いた加工開始点の検出手順
エアセンサで砥石を検出する手順は以下の通りです。
- はじめに、NC研削盤にエアノズルを設置する
- 回転中の砥石をエアを吹き出しているエアノズルに近づける
- センサの信号が切り替わった位置→加工開始点とする(図3参照)
写真解説: エアセンサを用いた加工開始点の検出手順
実際のエアノズルと砥石の拡大写真を見ながら、検出の手順を解説します。
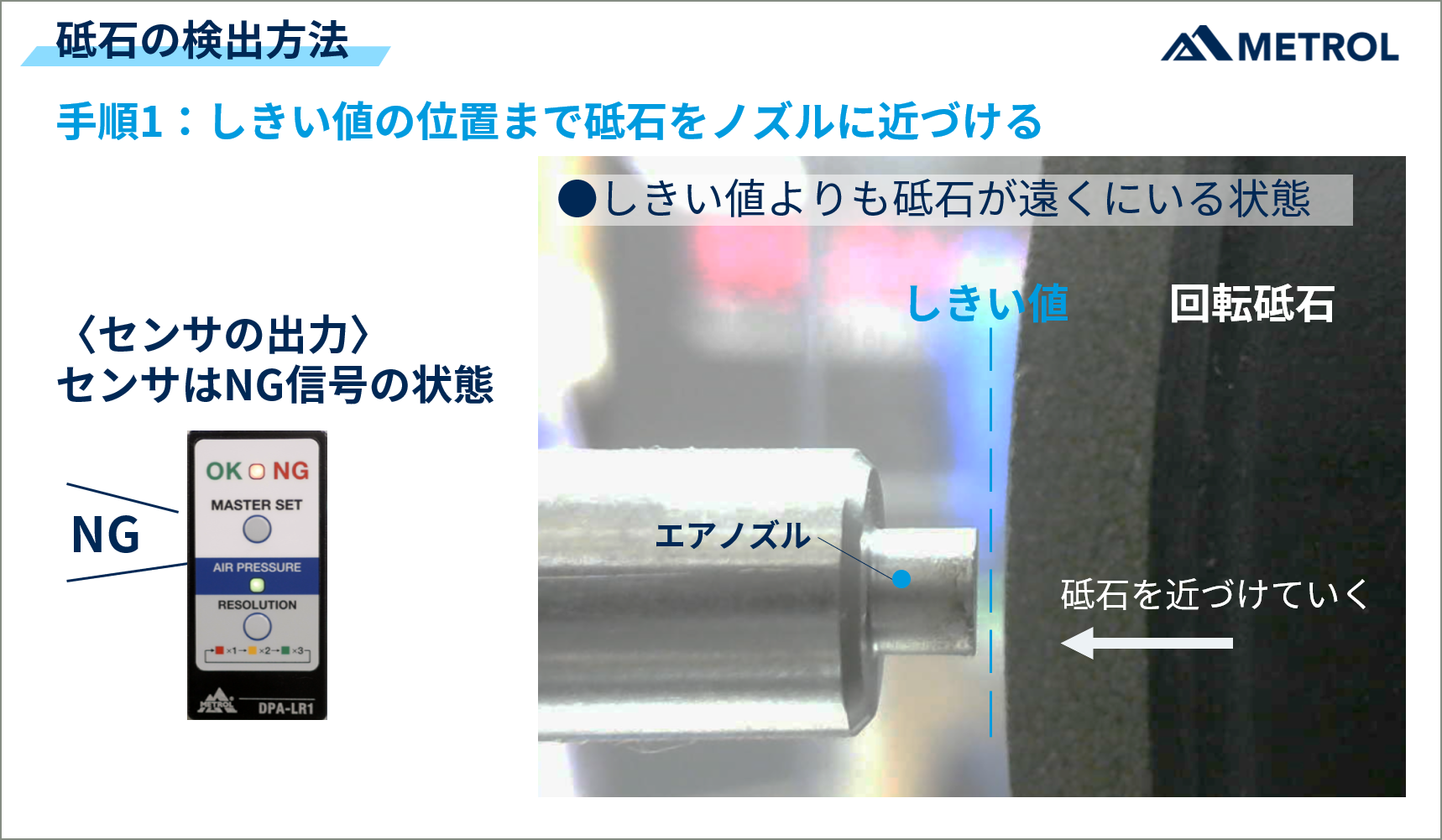
〈手順1: 回転中の砥石をエアノズルにアプローチする 〉
ノズルと砥石の間にはしきい値以上の距離があり、センサはNG信号の状態です。(図4参照)
信号がOKに切り替わるしきい値の位置まで砥石をノズルに近づけていきます。
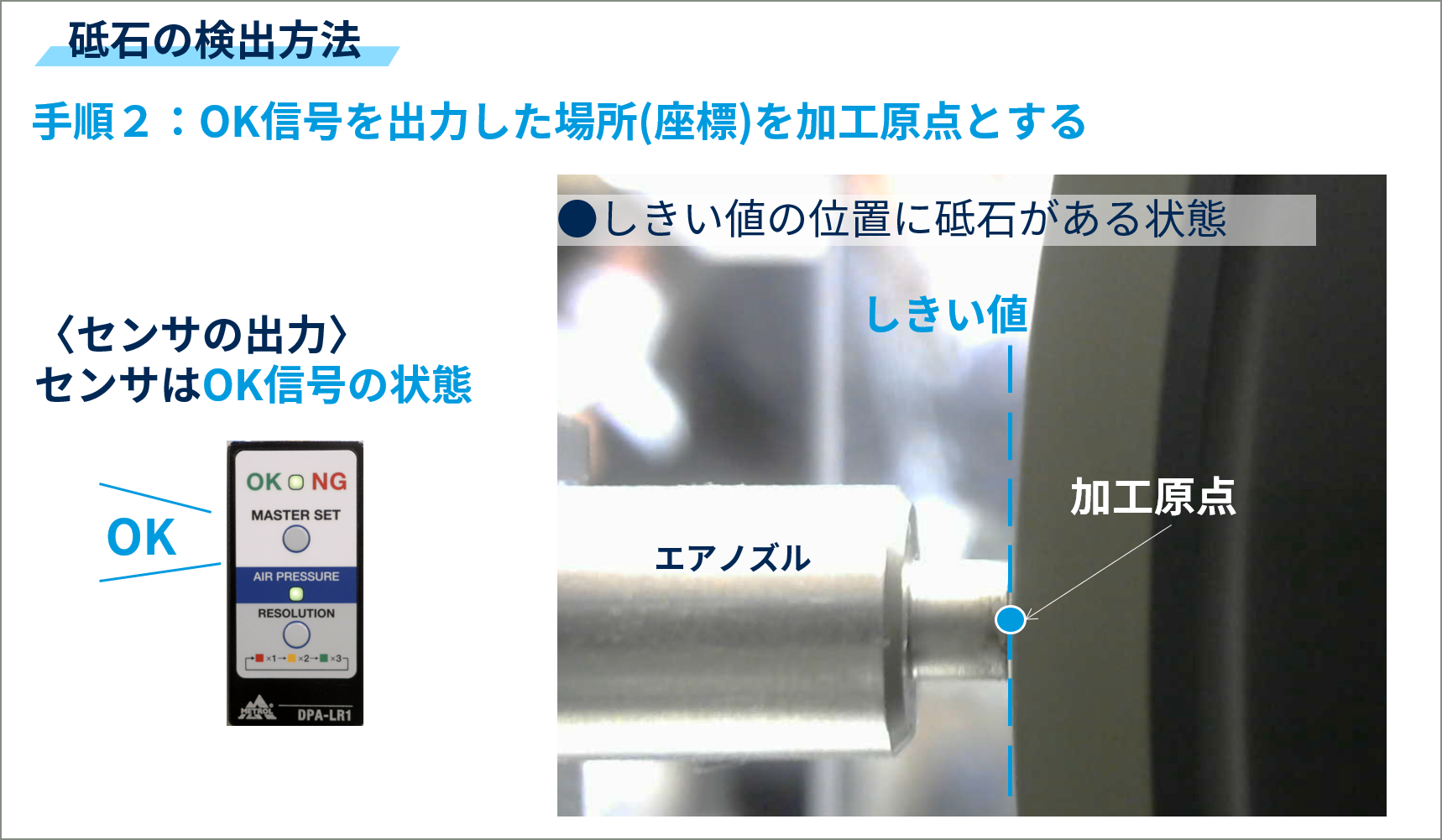
〈手順2:信号が切り替わった位置を加工開始点とする〉
砥石とノズルの距離がしきい値に到達すると、センサがOK信号に切り替わります。
センサがOK信号に切り替わった座標を読み取ることで、「砥石の加工開始点」を割り出すことができます。
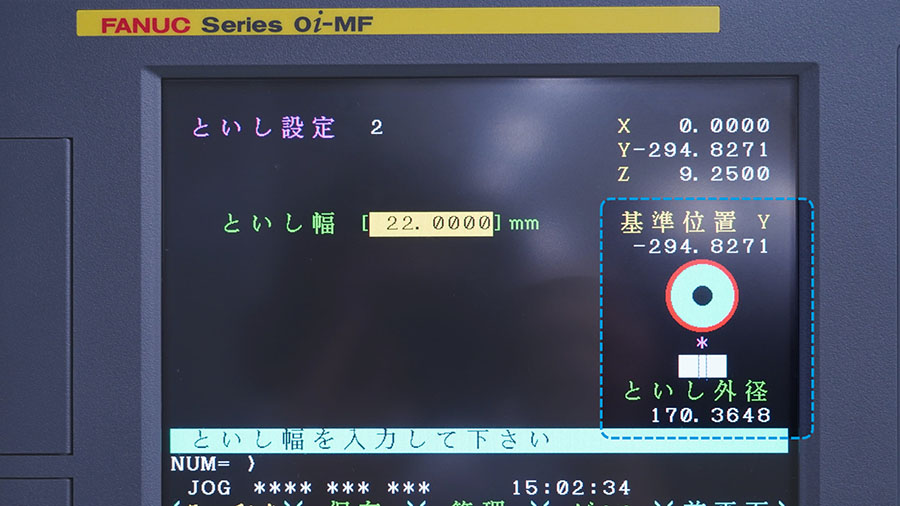
〈手順3:砥石径を演算で算出〉
センサ信号が出力されたときの砥石の基準位置の座標から砥石の外径を演算で割り出すことが可能です。
まとめ:砥石の当て込み作業の自動化
以上のように、手順1~3を通してこれまで人手で行っていた「砥石の当て込み作業」が完全自動化されます。
※「ワークの高さ」をタッチプローブなどで検出することも必要です。
【動画解説】NC平面研削盤の自動化
前章で解説した砥石の計測手順を、実際のNC平面研削盤の動きを見ながら動画でご紹介します。
【採用事例】NC平面研削盤の自動化事例
「回転砥石の当て込み作業の自動化」は、研削盤大手メーカーの岡本工作機械製作所様のCNC平面研削盤に「砥石径の計測が可能な非接触センサ」としてオプション採用されています。
よくある質問:NC平面研削盤の自動化について
砥石の加工開始点の計測について、よくある質問についてお答えしていきます。
砥石にクーラントをかけたままの状態でも計測できる?
計測時はクーラントを止める必要があります。
クーラントを止めてから数秒砥石を回転させ水気を取ってから計測するとより正確な計測が可能になります。クーラント(水分)を含んだ砥石は膨張しているため正確な測定ができない場合があります。
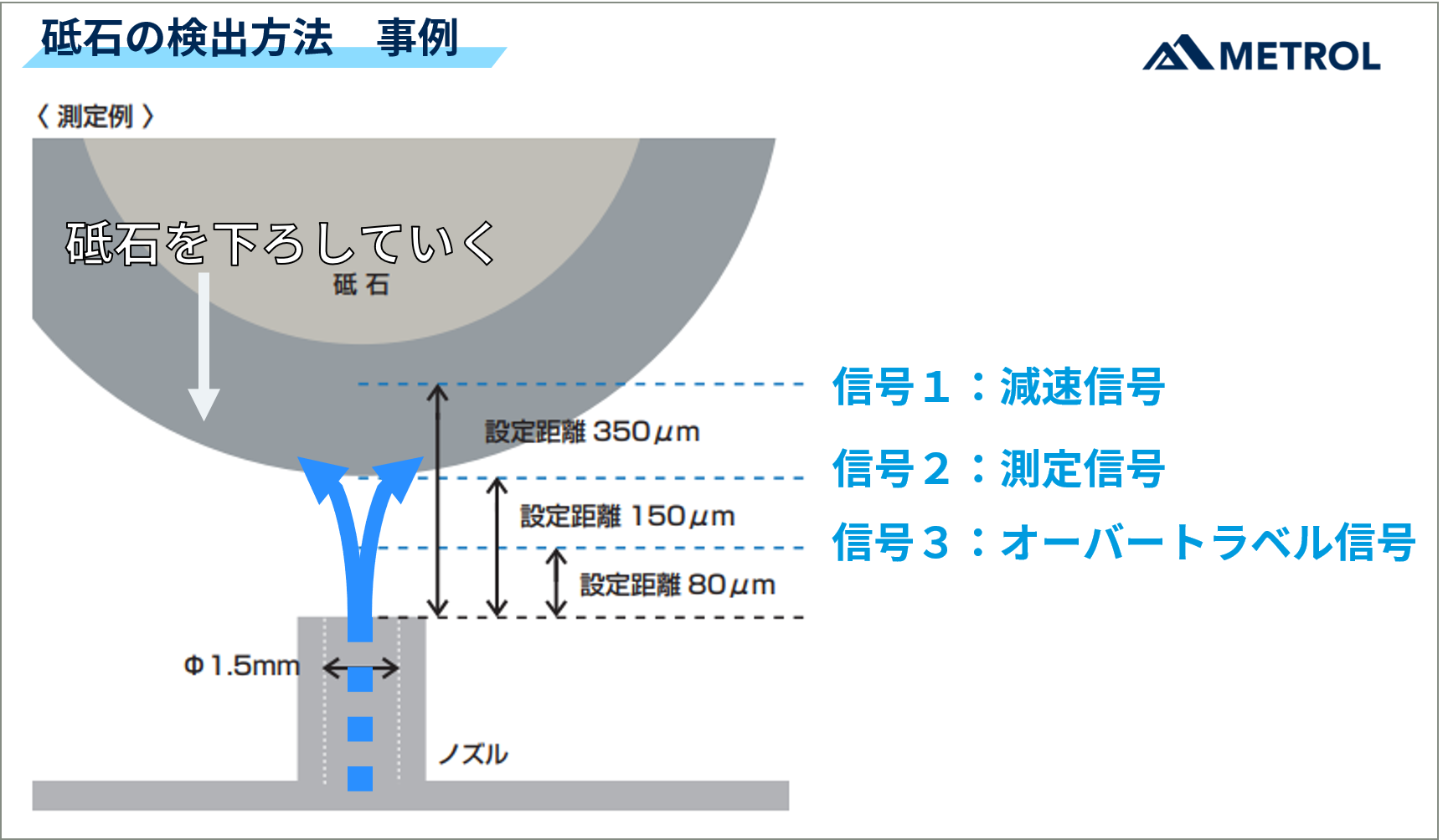
センサの信号はいくつ出せる?
信号は最大3点まで登録が可能です。目的に応じてしきい値をセットすることで、生産性の高い制御が可能になります。
例として、砥石の位置をみる「測定信号」のほかに、砥石のアプローチ速度を制御するための「減速信号」や衝突を防ぐ「オーバートラベル信号」があります。
砥石の番手はどれくらいまで見れる?
砥粒の細かい精密な砥石であるほど高い繰返し精度がでるため正確な計測が可能です。
ダイヤモンド砥石やCBNなどの精密砥石であれば、最大1μmの繰返し再現性で計測が可能です。
詳細はスタッフまでお尋ねください。

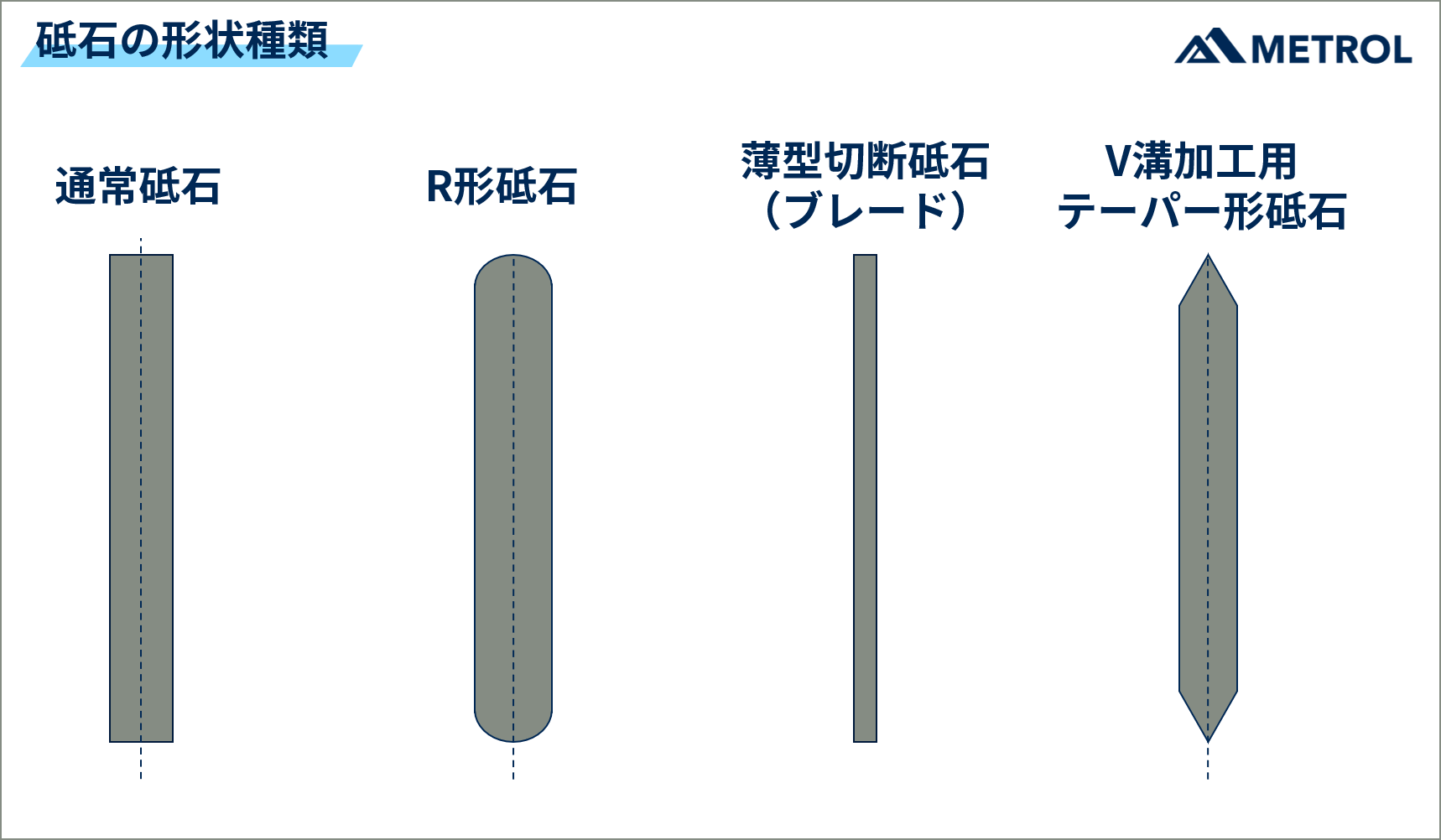
砥石はどんな形状であっても計測可能?
- 通常砥石
- R形状砥石
- 薄型切断砥石(ブレード)
- V溝加工用テーパー形砥石
それぞれの砥石形状に応じて検出方法が異なります。お問い合わせください。
砥石はどれくらいの回転数で計測すればいい?
目安として、加工時と同じ回転数の状態での計測を推奨しています。具体的な回転数はお問い合わせください。
エアマイクロセンサの取り付け場所は?
エアノズルとセンサ間のエア配管長が短いほど応答性が良くなるため、エアノズルの近くに設置することを推奨しています。
エアマイクロセンサはIP67で切削油に対する耐久性もあるため、機内での設置も可能です。
NC平面研削盤ではなく汎用機でも搭載できる?
汎用機の場合は、ノズルと砥石の芯合わせが難しいため、推奨していません。
NC平面研削盤の自動化を導入するには?
現在、岡本工作機械製作所様のNC研削盤での搭載実績がございます。お気軽にお問い合わせください。
その他メーカー様のNC研削盤の場合でもご連絡お待ちしております。
AEセンサとの違いは?
AE(アコースティックエミッション)センサは、砥石をワークに直接当てた際の波形を検出する接触式センサです。
そのため
- ワークを削った位置が加工開始点になるため、加工後の寸法がずれるリスクがある
- 条件が変わると検出精度を安定させるのがむずかしい
エアマイクロセンサは、エアをつかった非接触検出のため、ワークや砥石を削ることなく安定した検出が可能です。
【動画解説】NC平面研削盤の自動化
ここまでで解説したNC平面研削盤の自動化を3Dを用いた動画でわかりやすく解説しています。
さいごに
エアマイクロセンサによる砥石の位置制御は業界最大手の研削盤メーカーをはじめ様々な研削盤メーカー様に採用されています。
今後人手不足が進む中で、属人的な工程の自動化は重要なテーマの1つです。
自社に合った自動化の運用方法を確立することが今後メーカーの強みになっていきます。その一つの手段として「研削盤の自動化」をぜひご検討ください。
あわせて読みたい記事

平面研削盤におけるワークの原点出しや段取りをラクにするタッチプローブの活用方法を解説します
本記事で紹介した製品はこちら

エアマイクロセンサDPA-PLR2B
NC研削盤の砥石検出を自動化
NC平面研削盤の自動化に関するお問合せ
NC研削盤の自動化について弊社エンジニアがお客様の疑問にお答えします。
お気軽ご連絡ください。