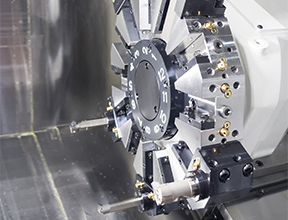
【CNC旋盤ユーザ必見!】加工品の長手不良をゼロにする方法とは?

目次
CNC旋盤ユーザの皆さま、こんな悩みはありませんか?
- チャックしたときに、切粉でバー材が浮いて加工不良になる・・・
- 加工不良が一度発生すると、連続で大量に不良品をつくってしまう・・・
- 不良品が発生した後、良否判別のための全数検査が大変・・・
- 検査員によって計測誤差がでてしまう・・・・
実際に、メトロールにもお客様から以下のような課題が寄せられました。
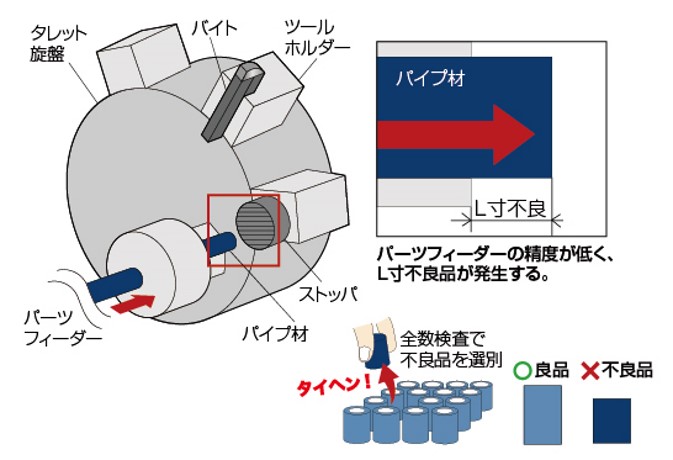
お悩み:旋盤加工後に起きる、ワーク長手方向の寸法不良
バルブメーカー向けのバー材加工を行っている加工メーカー様の事例をご紹介します。
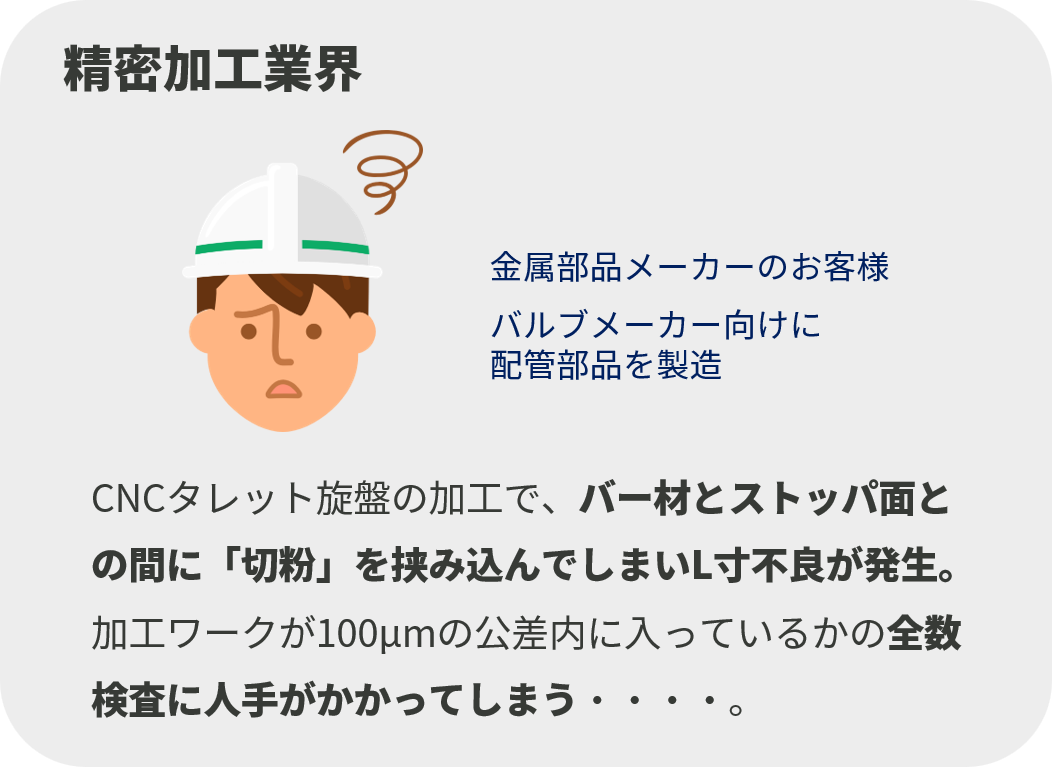
課題のポイント
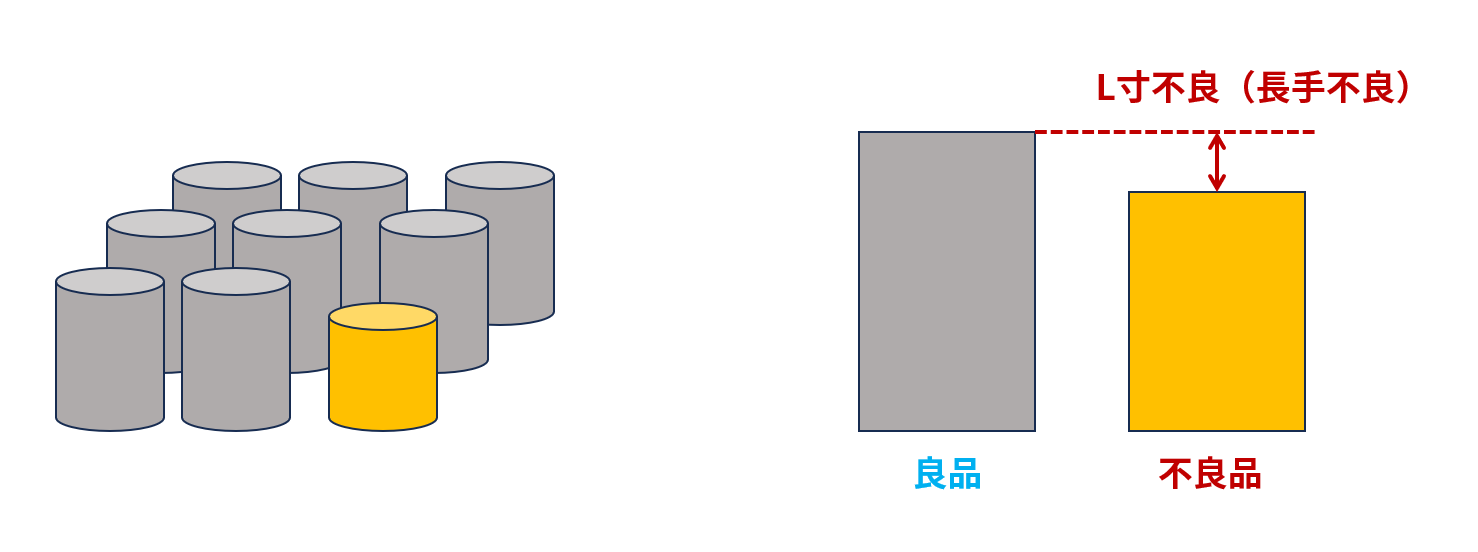
ワークのL寸(長手)不良が発生し、全数検査に人手がかかる
長手の寸法不良のよくある原因は「切粉の嚙みこみ」によるワークの浮きです。
ワークの浮きによって、加工後のワークの全長に差異が生じてしまうケースがタレット旋盤ユーザの中でよく起きています。
今回は、「長手方向の寸法不良」の課題を解決する『位置検出タッチスイッチRC-P10DX』を解説します。
長手方向の寸法不良を防ぐ【無線式タッチスイッチRC-P10DX】とは?
冒頭の事例のようなバー材加工における寸法不良を防ぐための無線式タッチスイッチをご紹介します。
本製品の特長
無線式タッチスイッチRC-P10DXの特長
- 『無線式』の接触式タッチスイッチ
- ワークのL寸を高精度に検出する
- ワイヤレスのため、配線が困難なタレット式や5軸加工機にも搭載可能。
- 1μmの繰返し精度で、主軸の熱変位も補正
- ノイズに強い無線通信2.4GHz使用
タッチスイッチRC-P10DXは無線通信方式を採用したことで、
・送信機となるタッチスイッチ(本体)
・信号を受け取る受信機(レシーバー)
の2つで構成され、通常のタッチスイッチとは異なりケーブルが不要になりました。

無線式とは?通常のタッチスイッチとの違い。
一般的なタッチスイッチは、測定子がワークに触れて押しこまれるとケーブルを通じて検出信号を制御側(PLCなど)に送ります。そのため断線リスクや保守・交換時の配線取り回しなどの作業が伴います。

【原理解説】2.4GHz帯を使った無線送受信システム
送信機(スイッチ)はワイヤレスで内蔵されたアンテナから受信機に信号を送信するため、ケーブルが不要です。
STEP1:タッチスイッチがワークに接触すると内蔵アンテナから信号が受信機へ送られる。(2.4GHz帯を使用します)
STEP2:受信機が配線されている制御側(PLCや制御盤)へ受信した信号を送り装置を操作します。

タッチスイッチRC-P10DXが解決する2つの課題
CNCタレット旋盤に無線式タッチスイッチを搭載することで
・ワークの浮き
・バー材引き出し量の長すぎ・短すぎ
を検出し、加工後のL寸不良を未然に防止します。量産加工などにおいて不良品の流出や、検査工程の負荷低減に貢献します。
課題1:バー材の「浮き」を検出
バー材をチャッキングした際に、切粉を噛みこむとワークが傾き、不良の原因となります。
タッチスイッチを使うことで微小なワークの浮き上がりを検出し加工不良を未然に防ぎます。
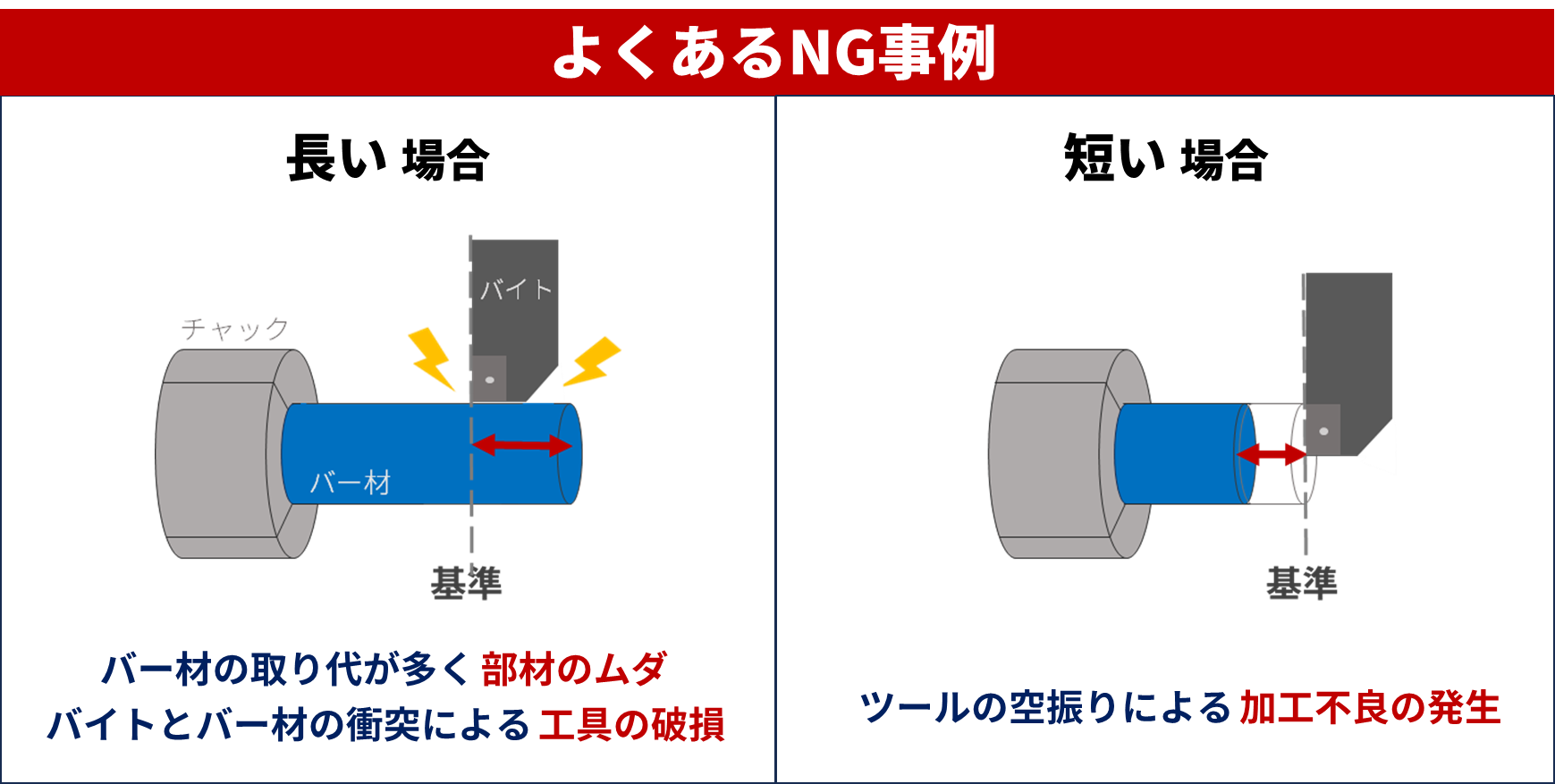
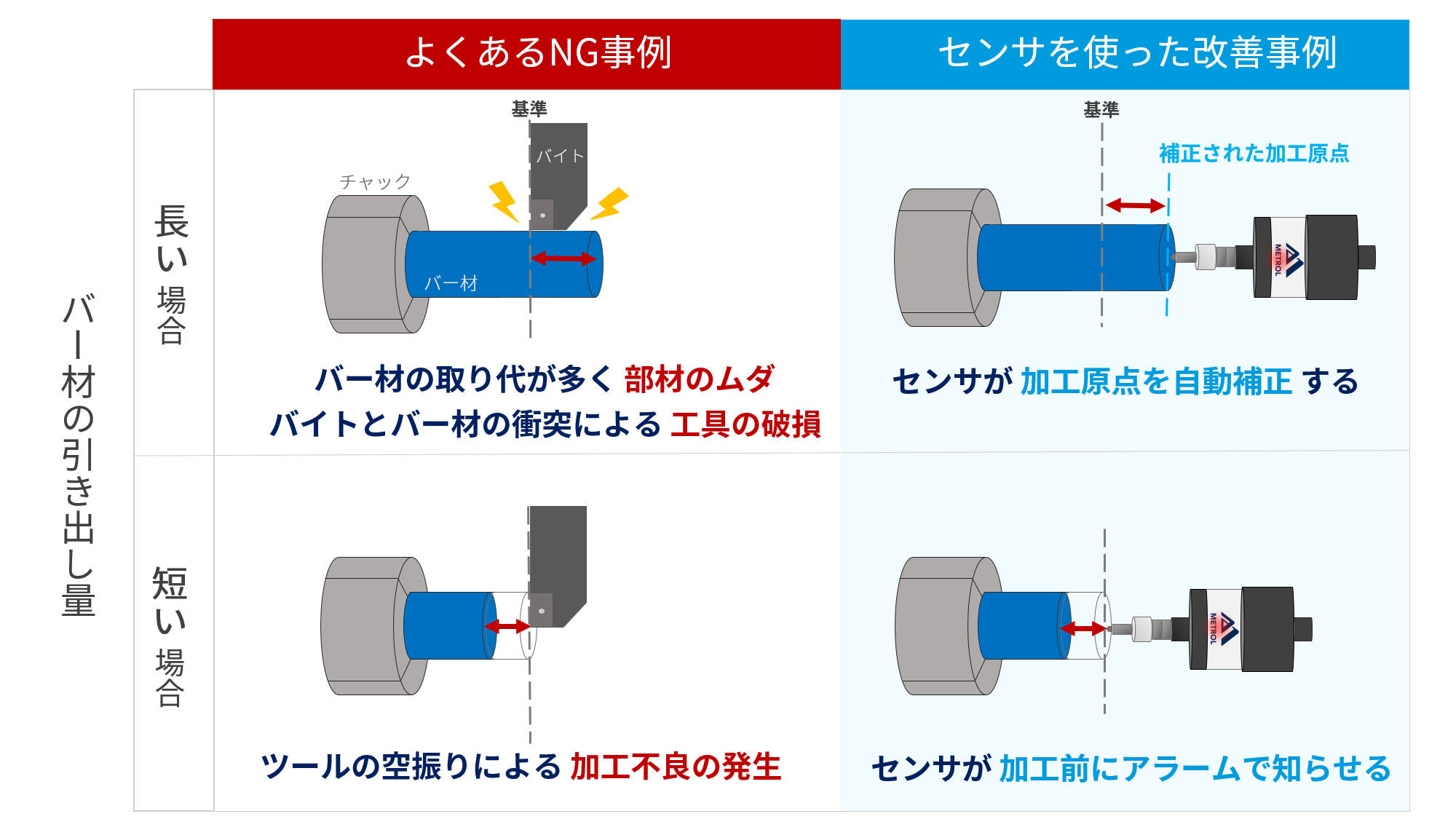
課題2:バー材の引き出し量の検出
バーフィーダーではバー材の引き出し量の過不足によって加工不良の原因となります。
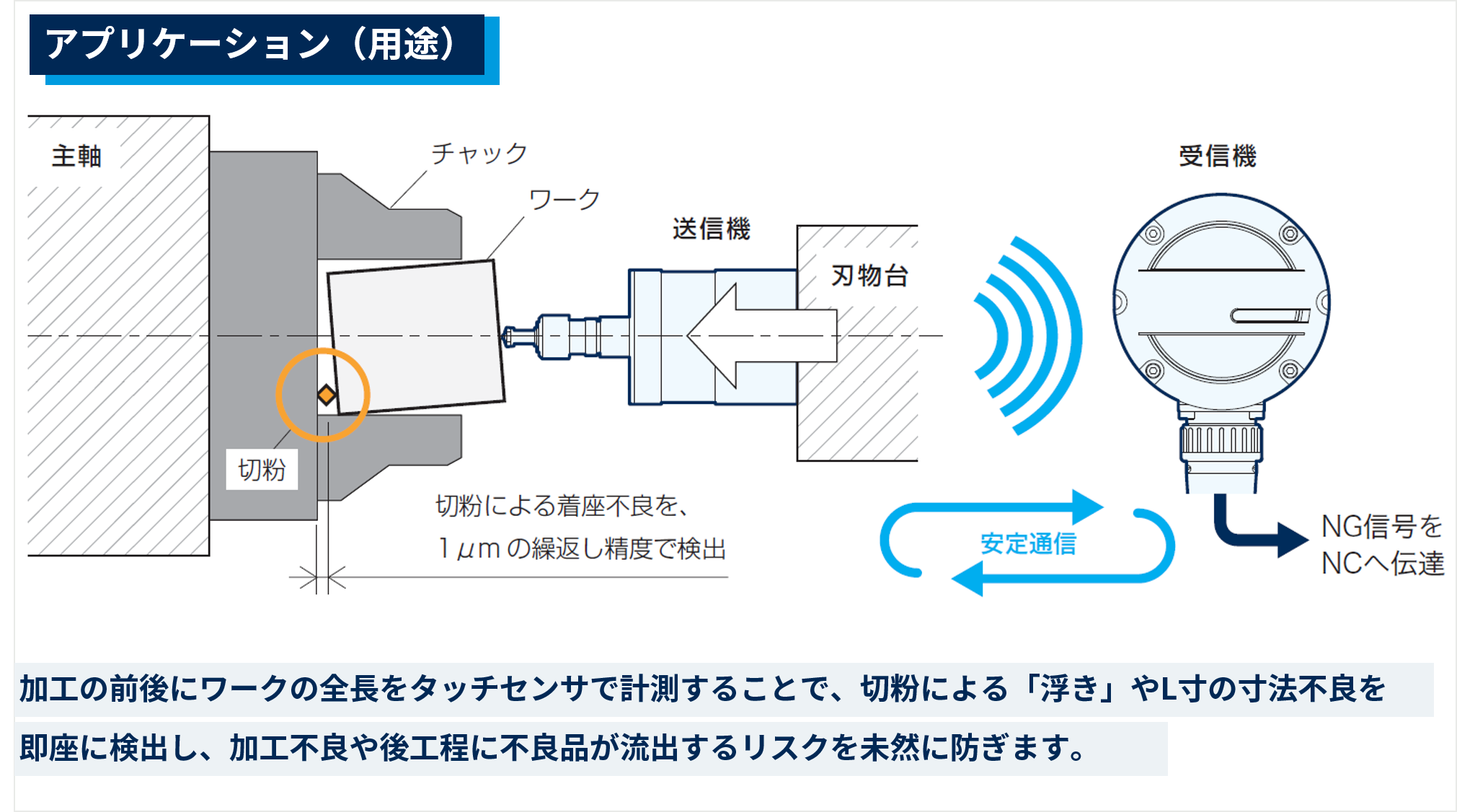
加工前と加工後にワークの全長をタッチスイッチRC-P10DXで計測することで加工不良を防ぎます。
手順1:(加工前)ワークをタッチスイッチRC-P10DX(送信機)でタッチする。
手順2:切粉によるワークの「浮き」を検知したらアラームを出す・機械停止などを行う
手順3:L寸不良を加工前に切り捨て
以上のような手順で加工不良や後工程に不良品が流出するリスクを未然に防ぎます。
全数検査にかかる工数低減にもつながります。
【デモ動画】CNCタレット旋盤 バー材のL寸不良検出【位置検出タッチスイッチ】
【動画】導入事例:タッチスイッチRC-P10DXの使い方
CNCタレット旋盤において、タッチスイッチRC-P10DXが加工前と加工後にワークの計測を行うプロセスを動画でご覧ください。
既存設備への後付けのご相談
既存の工作機械・旋盤へ後付けをご希望の方は、下記フォームよりお気軽にご相談ください。
CNCタレット旋盤におけるタッチスイッチRC-P10DX導入の3つのメリット
1. コスト削減(加工時間・材料)
タッチスイッチRC-P10DXを導入することで、CNCタレット旋盤の加工時間を短縮し、材料の無駄を減らすことができます。これにより、コストダウンが実現します。
2. 全数検査の自動化・効率化
加工品の検査作業を自動化・効率化することで、全数検査の手間を削減し、検査員の負担を軽減。人手不足の解消にもつながります。
3. 品質向上と検査作業の標準化
CNC旋盤の機内計測により、加工品の不良を早期に発見できます。特にL寸不良の検出が迅速になり、連続加工の歩留まりが向上します。また、検査作業の標準化により、品質の向上が図れます。
今回ご紹介した「RC-P10DXシリーズ」は、タレット旋盤のバー材のL寸不良判別をはじめ、機械の熱変位補正などタレット旋盤の加工不良撲滅に幅広くご採用いただいています。
タレット旋盤のワークのL寸不良でお困りの方、ぜひ一度メトロールにご相談ください!