【導入事例】両頭平面研削盤でのドレス後位置合わせ時間を7分の1に短縮
目次
~数値出力可能な空圧式ギャップセンサで自動ブレーキ用ギヤ部品の研削座標を自動補正~

取材先のご紹介: 株式会社アドヴィックス様
取材にご協力頂いたのは愛知県刈谷市の株式会社アドヴィックス様。(以下、敬称略)
世界トップレベルのブレーキシステムサプライヤーとして知られる同社は、「世界一お客様に喜ばれるブレーキ屋集団」を掲げ、常に技術革新に挑戦し続けています。
その代表的な取り組みのひとつが、電気自動車の性能向上を支える「回生協調ブレーキシステム」です。
減速時に発生するエネルギーを回生ブレーキで効率よく回収し、その効果を最大化することで電費の向上とCO₂削減に寄与します。電動化が加速する今、この回生協調ブレーキシステムはアドヴィックスが時代をリードする象徴的な技術として、高い注目を集めています。
そして半田工場ではこの回生協調ブレーキに内蔵されるギヤ部品の量産ラインのジェイテクトマシンシステム社両頭平面研削盤に 「エアマイクロセンサLKーDPA」が採用されました。
今回は、センサ採用の経緯、導入効果について生産技術部の山﨑様、平山様にお話を伺いしました。


【課題】加工機ごとの微妙な誤差に悩まされ、調整に時間を要していた
自動ブレーキのギヤ部品を製造するにあたり「両頭平面研削盤」による研削工程において砥石の摩耗補正に課題を抱えていました。ギヤ部品の研削許容誤差は5μm以内。一方、加工機ごとにわずかな個体差があるため高精度な調整が必要だったのです。
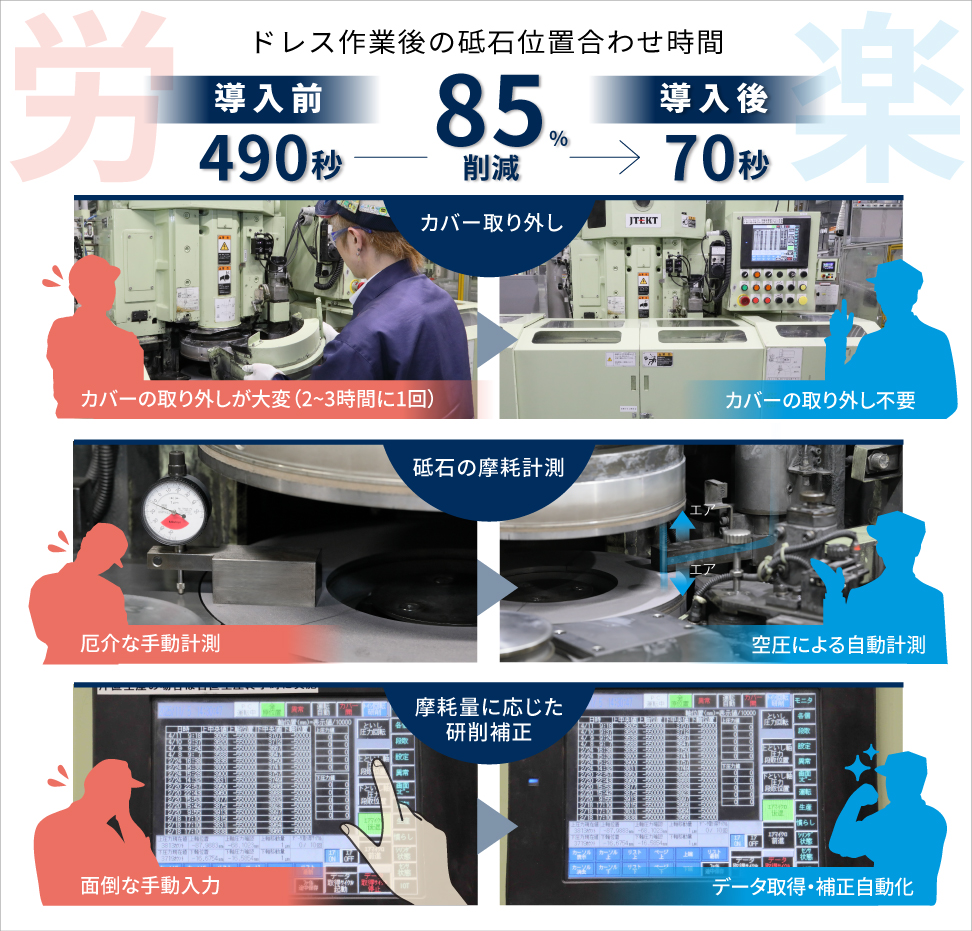
生産技術 山﨑様:「以前は研削盤のカバーを取外し、ダイヤルゲージで摩耗量を測定して加工機に数値を入力する必要がありました。調整作業だけで大きな時間がかかり、生産性のボトルネックとなっていました」
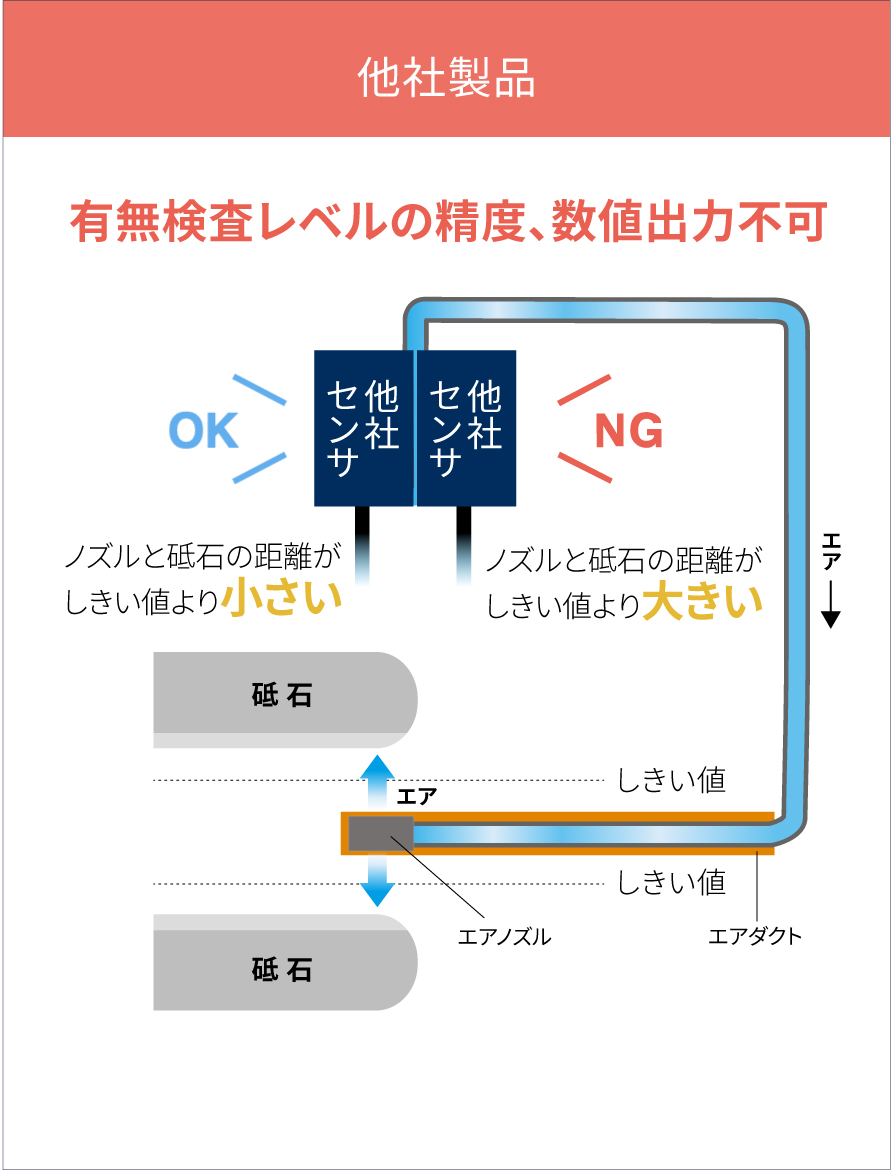
その後、他社製品の空圧式ギャップセンサを導入するも有無検査レベルの精度しか得られず、加工中に微調整を行うことが困難で実用化は見送られました。


LKーDPA導入理由:「機内計測機」として利用できるほどの精度とエア圧力の数値化・出力を実現
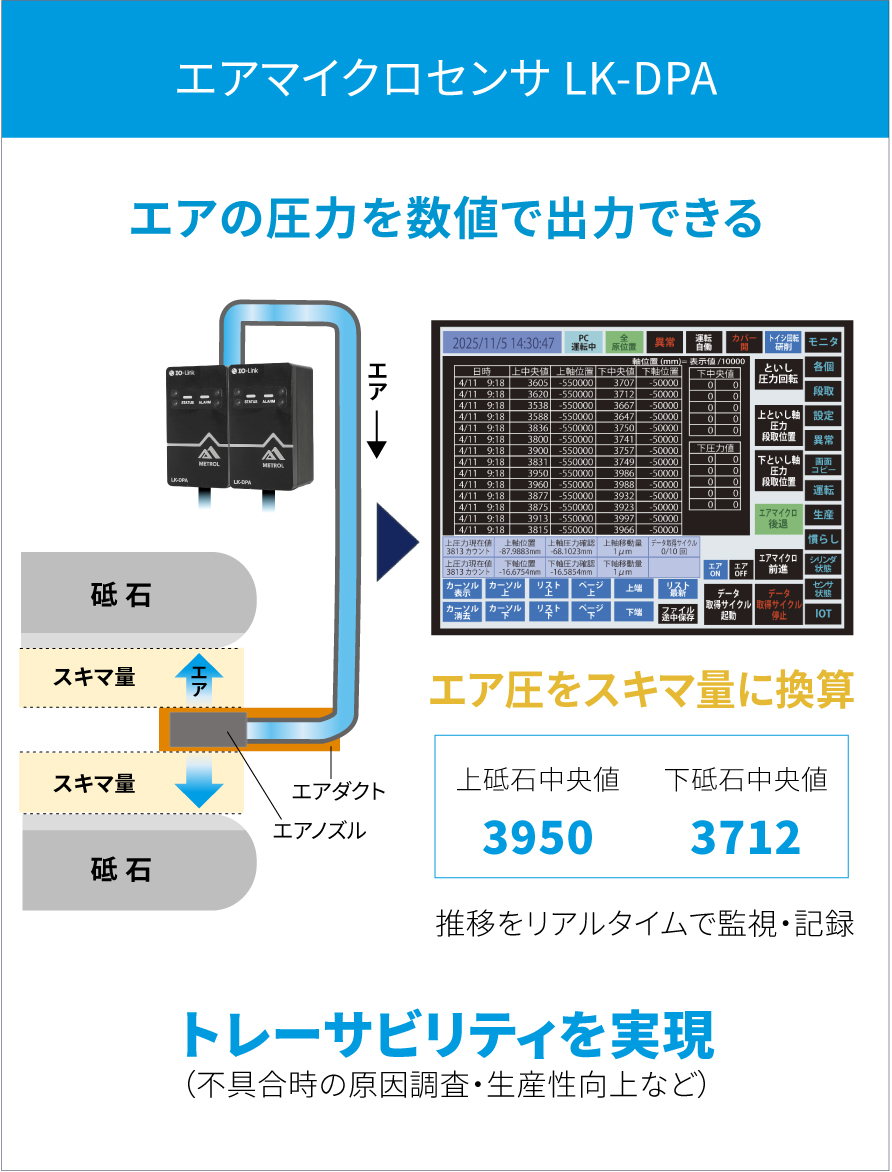
そんな中、エアの圧力を数値化しIO-Linkで出力できるメトロールの空圧式ギャップセンサ「LKーDPA」の存在を知ることになります。
生産技術 平山様:「展示会で見たDPAの精度と応答性に興味を持ち、定期的にカタログを確認していました。LKーDPAの発売を知った時、『この精度と数値出力なら自動補正ができる』と確信しました」
導入理由1:砥石摩耗量を数値で機内計測可能
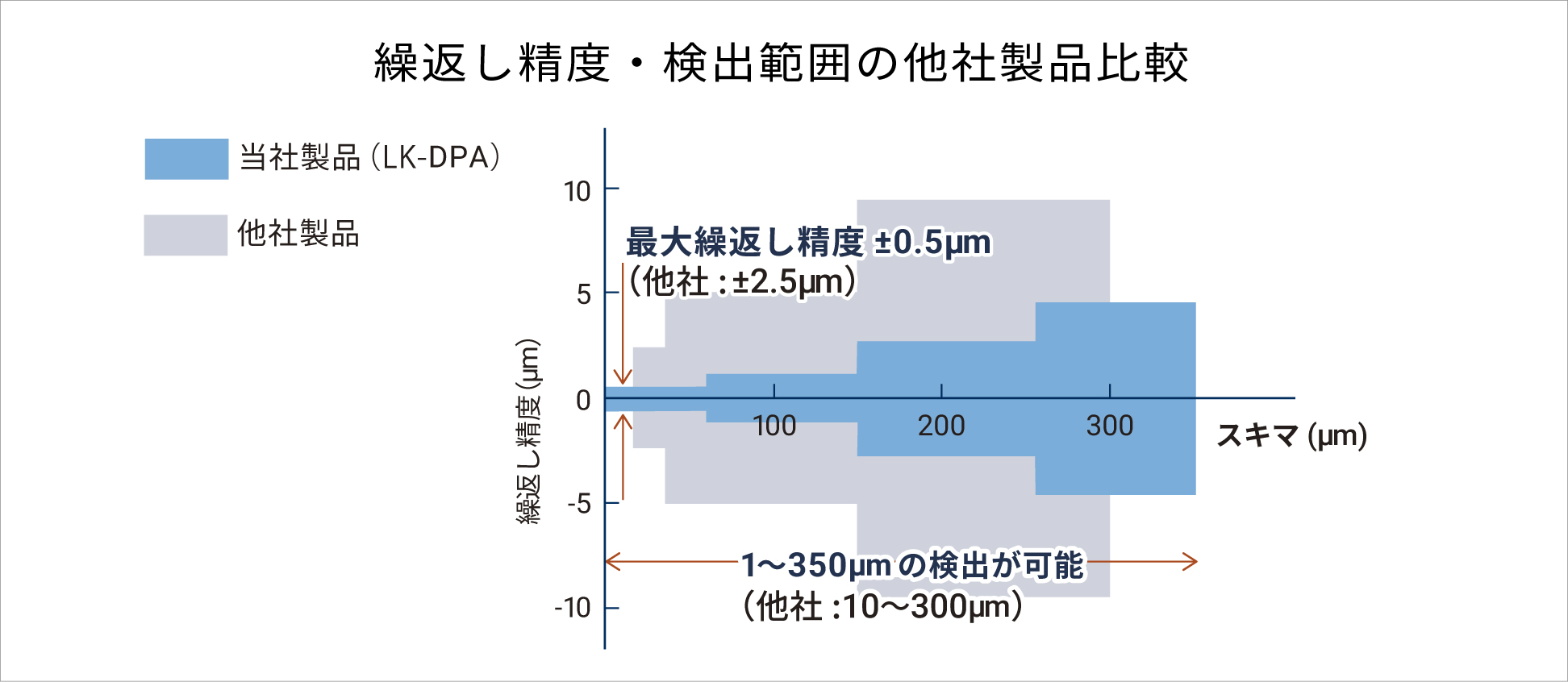
導入理由 2:他社製品との比較:5倍以上の繰返し精度
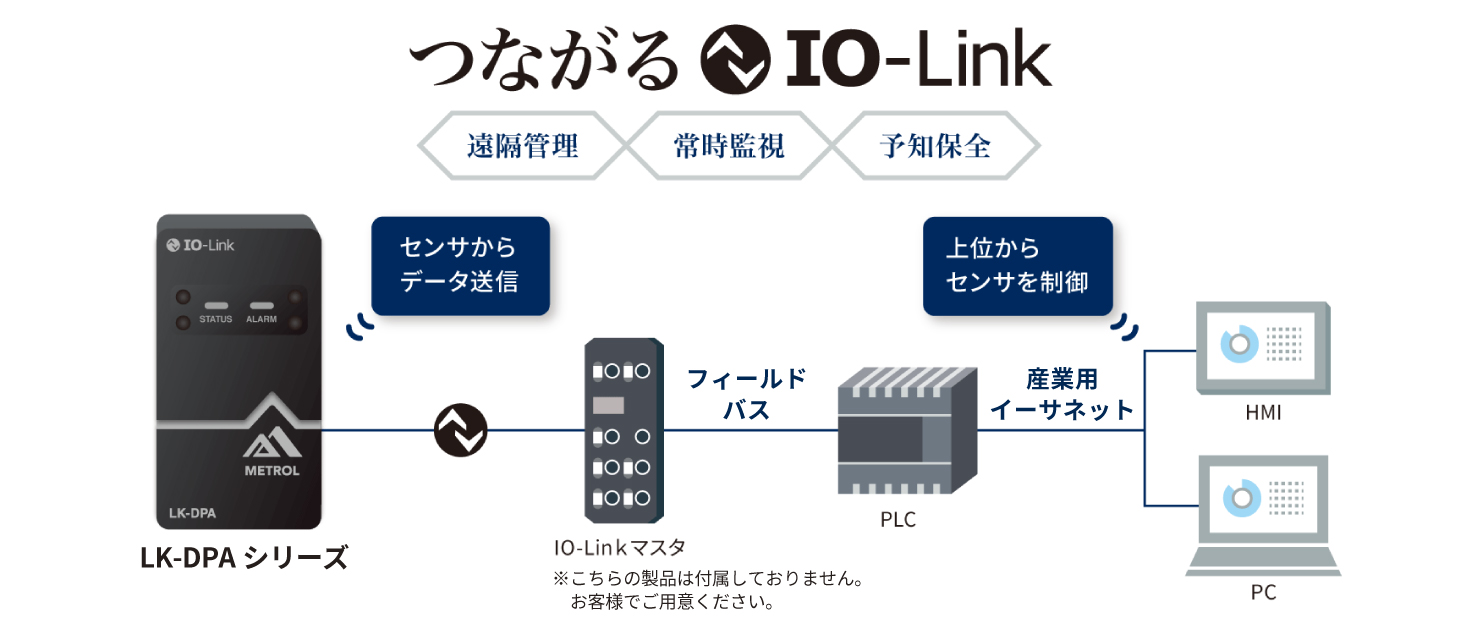
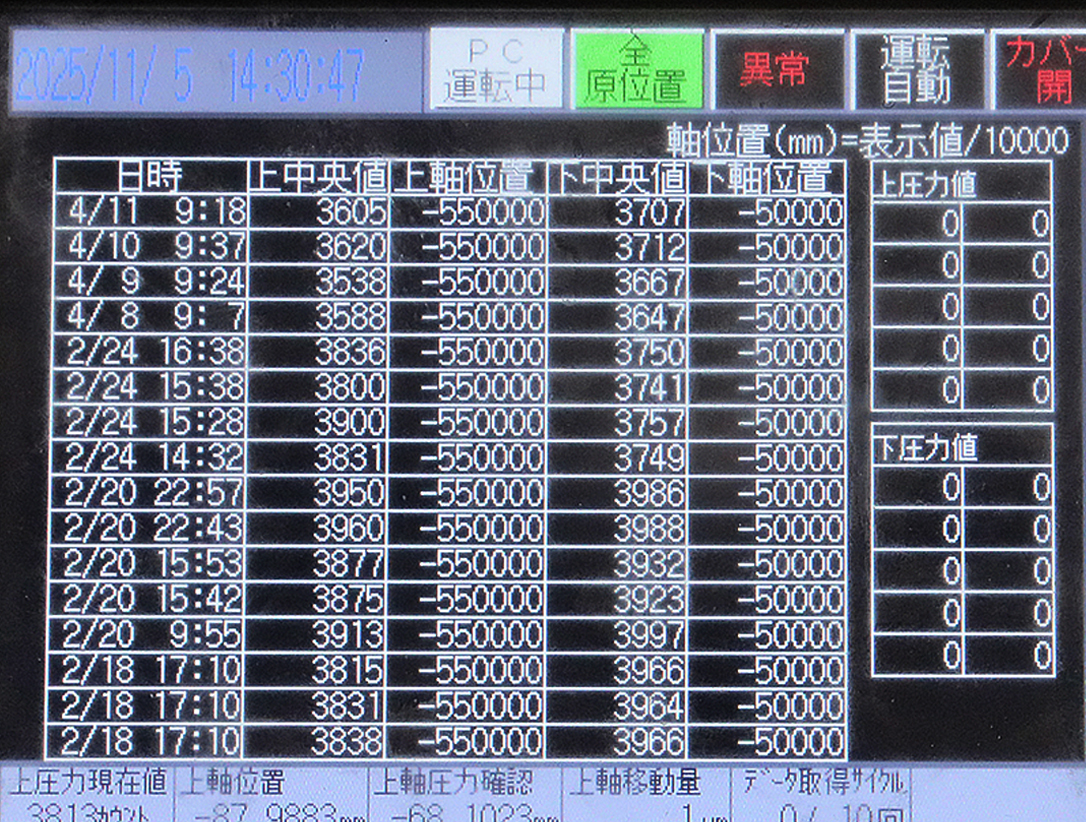
導入理由 3:計測データはIOーLinkでPLCやPCに出力可能
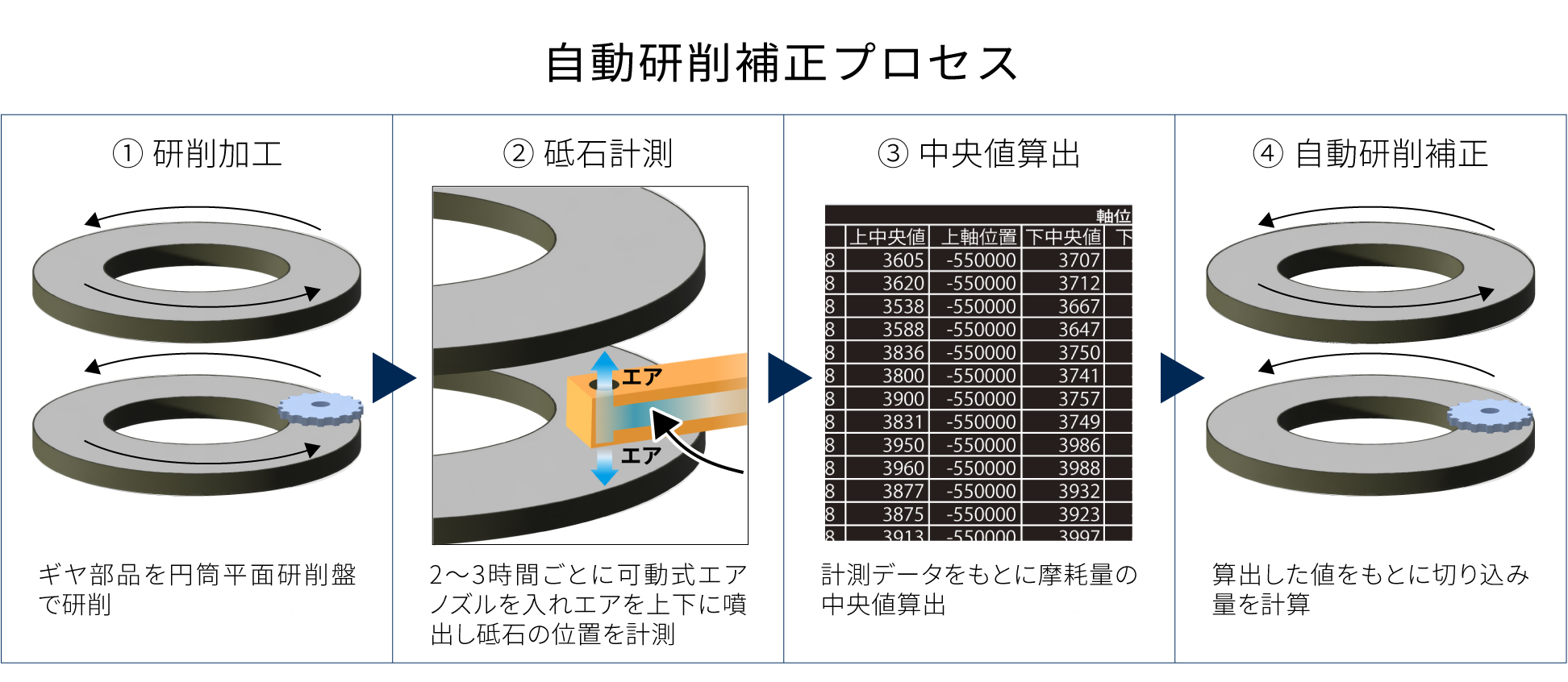
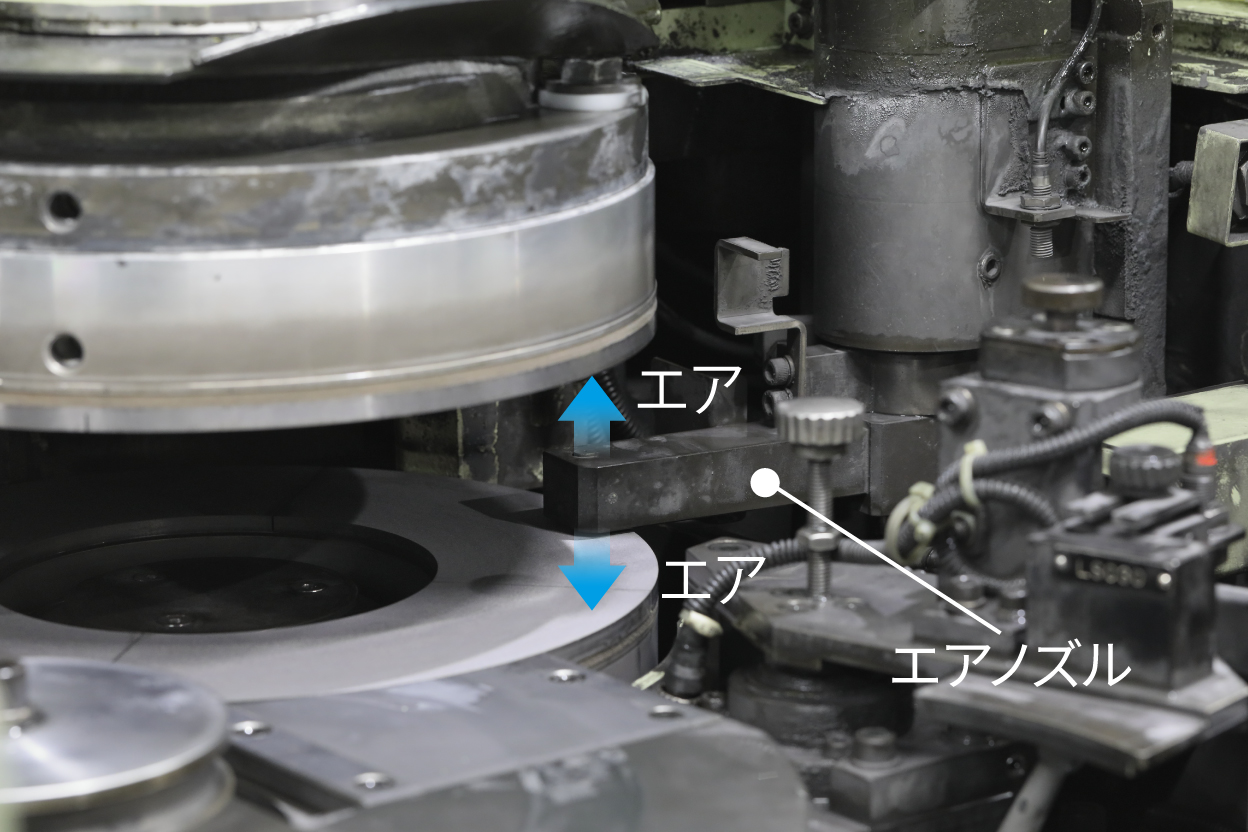
【解決策】上下の砥石を2台のLK-DPAで定期的にモニタリング
現在は、上下の砥石にそれぞれ1台ずつLKーDPAを設置し、2〜3時間ごとに摩耗量を計測して自動補正を行っています。
ギヤ部品を挟み込む両頭研削盤にエアノズルを入れ砥石表面にエアを噴射。ドーナツ状に回転する砥石の摩耗量の中央値を算出することでリアルタイムに補正が可能となりました。

山﨑氏:「LKーDPA最大の特長は、数値データをパソコンで直接扱える点です。PLC経由では取り出しが難しいデータも簡単に解析できるため、摩耗傾向の分析や保全の自動化にも役立っています」
現在は5台の研削盤にLKを実装しており、精度が要求される工程を中心に稼働している。

【導入効果】両頭平面研削盤 砥石位置合わせの調整自動化の成果は
LKーDPAで両頭平面研削盤の砥石位置合わせを自動化した結果、人手による調整時と比較して以下のような効果が生まれました。
砥石位置合わせ時間を7分の1に大幅削減!そのほかにも…
最大の成果は生産性の大幅な向上が挙げられます。ドレス作業後の砥石位置合わせ時間は490秒から70秒へと約7分の1に短縮。
その他にも以下の効果がありました。
- 段取り作業:手間のかかる「カバーの着脱作業」が不要に
- 安全性:上記により作業者の安全性も向上
- コスト削減:1個当たりの調整時間はわずか1.2秒となり、研削盤の台数を増やさなくて必要な生産量を実現
- 品質:作業者の習熟度によってばらついていた「精度」や「加工時間」が標準化され、品質が向上。
- 不具合時の要因特定:摩耗量を数値データ、不良発生時の要因特定も容易になり、トレーサビリティの強化
「このセンサは機内計測機として使えるセンサです」と平山様から評価を頂きました。
今後の展望:データ活用による自己診断と保全自動化へ
山﨑様は「今後は座標変化のデータを蓄積し、予兆保全として機械の自己診断につなげたい」と語ります。
平山様も「現場で砥石を回転させながら、機械の個体差に合わせた調整ができるようになった。今後はさらなる最適化を進めたい」と展望を語って頂きました。データ活用の取り組みは始まったばかり。まだまだ大きなポテンシャルがあります。今後も様々なチャレンジをしながら成功事例を創り出し自社の生産性を高めることはもちろん、研削盤加工従事者の省人化に貢献したいと語って頂きました。データ活用による製造プロセス変革を本気で推進されている姿勢と、高い実行力が印象的でした。

取材協力
株式会社アドヴィックス
取材協力:加工生技部 山﨑様、平山様
使用製品:空圧式エアギャップセンサ 「LKーDPA」
用途:自動ブレーキ用ギヤ部品の研削工程における砥石摩耗の自動補正

本事例でご紹介した製品はコチラ!

エアマイクロセンサ 〔LK-DPA〕
エア圧の数値出力で「予知保全」や「トレーサビリティ」を実現
工作機械における切粉混入におけるワークの浮き上がりや、研削盤で回転する砥石位置を高精度に検出します。
IO-Linkマスターと組み合わせることで、センサー内部の各種データをPLCやネットワークと双方向に送受信し、生産工程の常時監視、遠隔管理、予兆保全を行うことで、生産工程の見える化を実現します。
