![エアマイクロセンサ[DPA-PLR2Bシリーズ]](https://www.metrol.co.jp/wp-content/uploads/2021/02/img_products_air_gap_sensor_dpa-plr2b.png)





特長
±0.5µⅿの繰り返し精度で「回転砥石の加工開始点」を非接触検出
ダイヤモンド、CBNなどの超砥粒ホイールにおいては、砥石の回転を止めずに1µⅿの精度で非接触検出が可能。
3点の判別信号を出力
①減速信号、②判定信号、③オーバートラベル信号の3つのしきい値を設定することで、エアカット量を削減します。
また、番手が異なる砥石を3種類まで判別可能です。
砥石径・熱変位補正が可能
砥石をZ軸/Y軸の2方向から検出する事で、「砥石の摩耗」と機械軸方向の「熱変位」を検出し、補正可能です。
加工サイクルタイムの短縮を実現
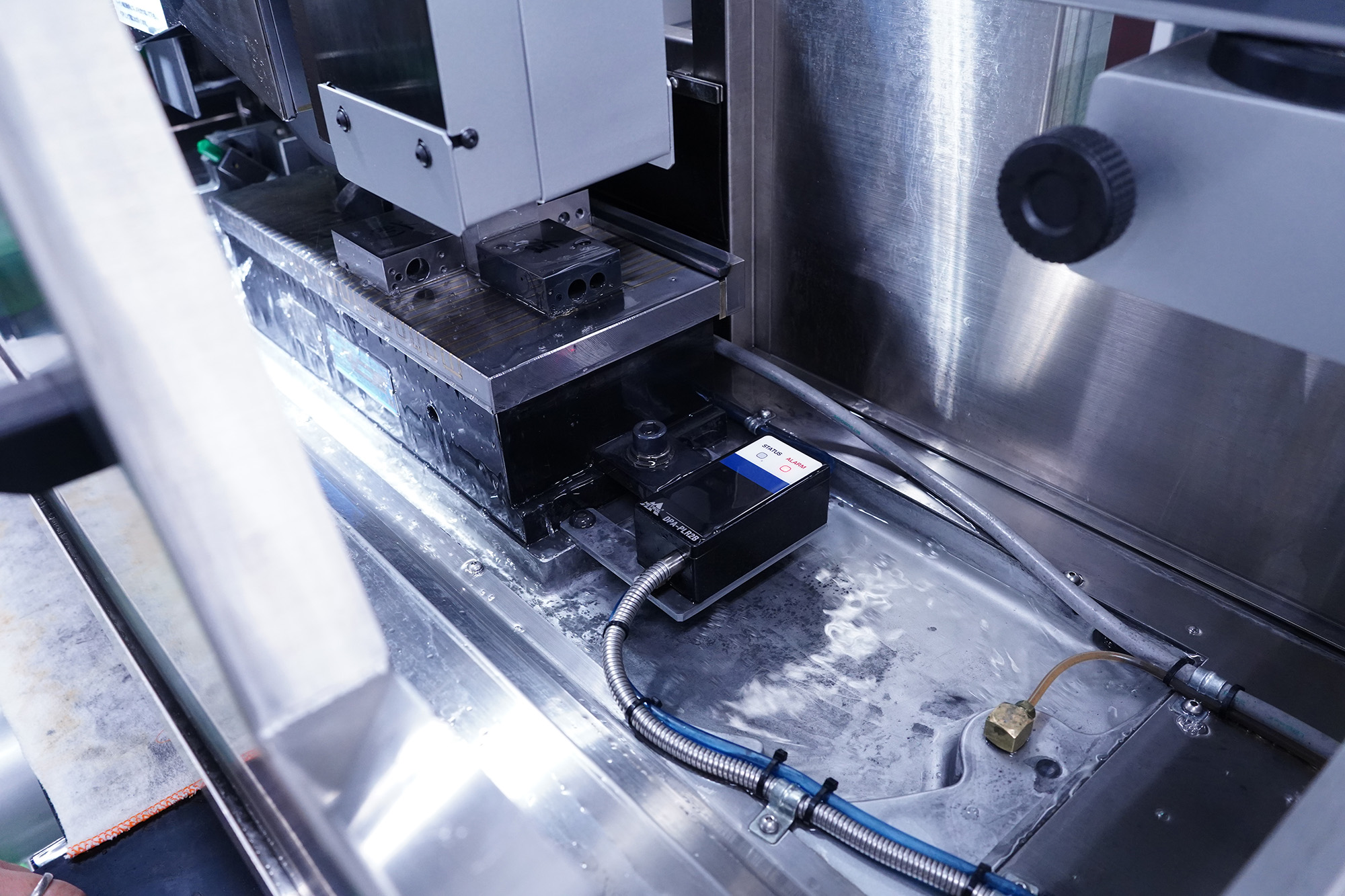
水やクーラント、粉塵に強い保護等級IP67。センサ本体を機内設置可能なため、エアの配管を短くできます。
配管長の短縮により信号の応答性が向上、量産ラインでの加工サイクルタイムの短縮に貢献します。
悪環境下で使用されることを前提とし、クーラントの浸水試験、工作機械での過酷な耐久試験を実施しています。
供給エア自己診断機能
自己診断機能により、エアの供給圧に異常が起きるとアラームを出力します。圧力不足、センサ使用中での圧力の変動、圧力過剰を知らせてくれます。
