メトロールのエアマイクロセンサが選ばれる理由
選ばれる理由 01
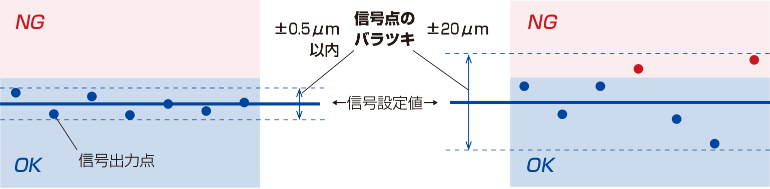
±0.5μmの高精度で20µm以下のスキマも確実に検出
「現状のギャップセンサでは有り無しは見れるが浮きが検知できない」
「浮きが検知できず加工不良が起きる」
こうした課題が当社には寄せられています。
エアマイクロセンサは切粉による数ミクロンの「浮き」を検出できるため、自動車向けのブレーキパーツやHDDなどの高い加工精度が求められる加工ラインの着座確認センサとして採用されています。
選ばれる理由 02

誰でも簡単にしきい値の設定が可能。
シンプルな操作性
センサの判定基準となる「しきい値」の設定は、ボタンワンプッシュで行うことができます。使い方を覚えるのに複雑なマニュアルを読みこんだり作業者へのトレーニングは必要ありません。
選ばれる理由 03

さまざまなアプリケーションで使用可能な汎用性
エアマイクロセンサの用途は「密着確認」だけではありません。
「NC研削盤の回転砥石の位置合わせ自動化※」や「ワークの内径計測の効率化」などセンサの高精度を応用した様々なアプリケーションがあります。
※2020年度 NEDOの採択を受け、
㈱岡本工作機械製作所との共同研究を行っています。
選ばれる理由 04

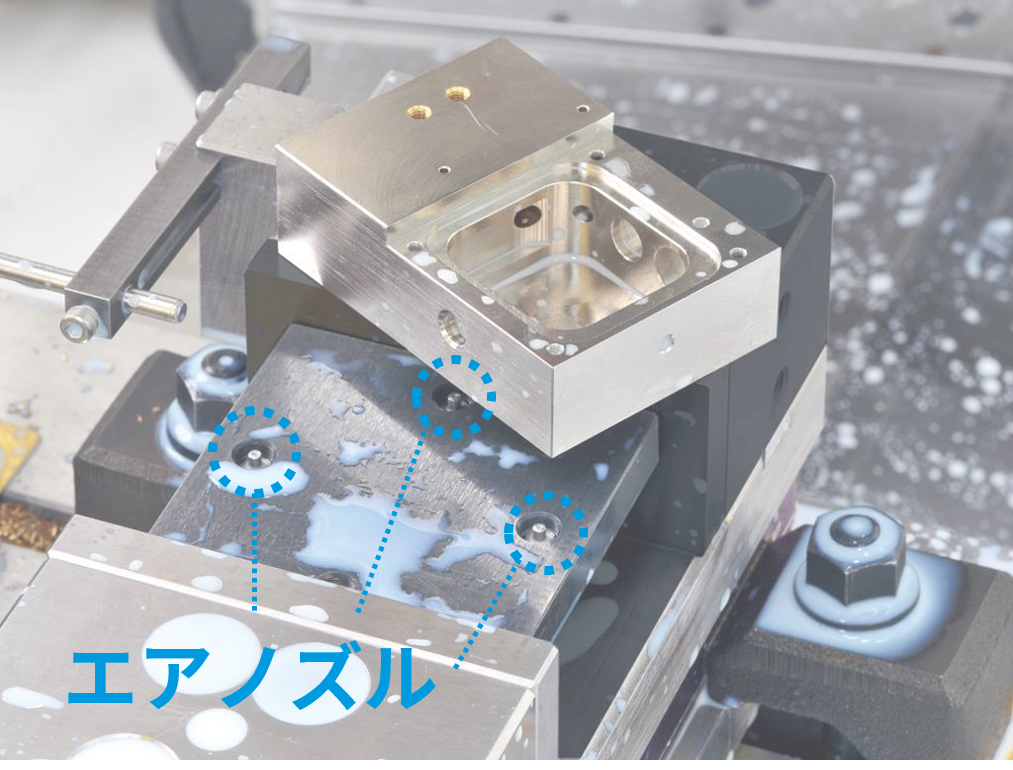
耐クーラント性能IP67保護規格
エアマイクロセンサは保護等級IP67で、クーラントが飛散する工作機械の機内での設置が可能です。
エアノズルまでのエア配管を短縮でき、応答速度が早くなり生産性が向上します。
選ばれる理由 05

世界共通 通信規格「IO-Link」に対応
通信規格「IO-Link」対応機種ではPLCやネットワークへセンサ内部のデータを送受信が可能になりました。予知保全やイーサネットを通じて遠隔でセンサを制御が可能になり、不測の事態でも原因の特定やダウンタイムの防止に効果を発揮します。
※対応機種:
LK-DPAシリーズ